-
![[image]](https://www.balancer.ru/cache/sites/ru/ur/uralov-foto/wp-content/gallery/chmk/128x128-crop/IMG_6072_0_1.jpg)
Просто фото на тему индустриала :)
Теги:
 DarkDragon
DarkDragon

В.М.> Cтенд стыковки фюзеляжа суперджета:
А зачем у оператора клавиатура на столе при тачскринах перед глазами?")
А зачем у оператора клавиатура на столе при тачскринах перед глазами?


 инфо
инфо инструменты
инструменты
В.М.>> Cтенд стыковки фюзеляжа суперджета:
DarkDragon> А зачем у оператора клавиатура на столе при тачскринах перед глазами?
Она в тыщу раз дешевле и в миллион раз удобнее. Ну и может у народа невосприятие замацаных пальцами экранов.
DarkDragon> А зачем у оператора клавиатура на столе при тачскринах перед глазами?
Она в тыщу раз дешевле и в миллион раз удобнее. Ну и может у народа невосприятие замацаных пальцами экранов.


DarkDragon> А зачем у оператора клавиатура на столе при тачскринах перед глазами?
Чтобы Ctrl-Alt-Del сделать, если экран зависнет.
Чтобы Ctrl-Alt-Del сделать, если экран зависнет.


 MIKLE
MIKLE
A.1.> Это сборка фермы для какой то строительной конструкции:
A.1.>
A.1.> Собственно монтаж готовых металлоконструкций на стройплощадке:
A.1.>
тут местные корытостроители себе сарайчик строят... похоже
A.1.>
A.1.> Собственно монтаж готовых металлоконструкций на стройплощадке:
A.1.>
тут местные корытостроители себе сарайчик строят... похоже
au> Она в тыщу раз дешевле и в миллион раз удобнее. Ну и может у народа невосприятие замацаных пальцами экранов.
Зайдем с другого бока - зачем ставить недешевый комп с сенсорным экраном, если народ все равно будет работать с клавиатуры?
HolyBoy> Чтобы Ctrl-Alt-Del сделать, если экран зависнет.
Осторожный АСУТПшник держит клавиатуру с тремя волшебными кнопками исключительно в сейфе или блокирует это сочетание для исключения соблазна. На некоторое время помогает
Зайдем с другого бока - зачем ставить недешевый комп с сенсорным экраном, если народ все равно будет работать с клавиатуры?
HolyBoy> Чтобы Ctrl-Alt-Del сделать, если экран зависнет.
Осторожный АСУТПшник держит клавиатуру с тремя волшебными кнопками исключительно в сейфе
или блокирует это сочетание для исключения соблазна. На некоторое время помогает
 Mishka
Mishka

DarkDragon> Зайдем с другого бока - зачем ставить недешевый комп с сенсорным экраном, если народ все равно будет работать с клавиатуры?
Не надо заходить. Или алфавитно-цифровую инфу удобнее вводить с экрана? Вот менюшки тыкать и другое, как мышой — так на экране не хуже.
Не надо заходить. Или алфавитно-цифровую инфу удобнее вводить с экрана? Вот менюшки тыкать и другое, как мышой — так на экране не хуже.

au>> Она в тыщу раз дешевле и в миллион раз удобнее. Ну и может у народа невосприятие замацаных пальцами экранов.
DarkDragon> Зайдем с другого бока - зачем ставить недешевый комп с сенсорным экраном, если народ все равно будет работать с клавиатуры?
Комп покупают какой подходит по куче параметров, и не только промышленный. И если параметры и цена устраивают, но он ещё и сенсорный (что не стоит слишком много), потому что разработчики хотели убить всех мыслимых зайцев, то пусть себе он будет сенсорный, никому это не мешает. Но клава за 20 баксов в компе за 20к чтобы была! Майбах без пепельницы для некурящего заказчика никто не будет делать, а заказчик требовать специальный майбах без пепельницы.
У меня вот в ноут воткнута клава — удобно, все кнопки на месте и интуитивно, а не как получилось у разработчиков ноута. Ни одной русской буквы ни на одной клаве нет, что не мешает бегло по-русски тыкать. Оператору тоже может потребоваться, и за 20 баксов никто не станет вопросы задавать: зачем клава? почему клава? а не лучше ли долбить в экран за 20к суровыми пальцами?
DarkDragon> Зайдем с другого бока - зачем ставить недешевый комп с сенсорным экраном, если народ все равно будет работать с клавиатуры?
Комп покупают какой подходит по куче параметров, и не только промышленный. И если параметры и цена устраивают, но он ещё и сенсорный (что не стоит слишком много), потому что разработчики хотели убить всех мыслимых зайцев, то пусть себе он будет сенсорный, никому это не мешает. Но клава за 20 баксов в компе за 20к чтобы была!
Майбах без пепельницы для некурящего заказчика никто не будет делать, а заказчик требовать специальный майбах без пепельницы.У меня вот в ноут воткнута клава — удобно, все кнопки на месте и интуитивно, а не как получилось у разработчиков ноута. Ни одной русской буквы ни на одной клаве нет, что не мешает бегло по-русски тыкать. Оператору тоже может потребоваться, и за 20 баксов никто не станет вопросы задавать: зачем клава? почему клава? а не лучше ли долбить в экран за 20к суровыми пальцами?
Mishka> Вот менюшки тыкать и другое, как мышой — так на экране не хуже.
Хуже
Особено при расположении как на фото - тянуться придется.
au> Комп покупают какой подходит по куче параметров, и не только промышленный. И если параметры и цена устраивают, но он ещё и сенсорный (что не стоит слишком много), потому что разработчики хотели убить всех мыслимых зайцев, то пусть себе он будет сенсорный, никому это не мешает.
Да там из критичных параметров разве что вибростойкость и уровень защиты по передней панели.
Такие девайсы ставят на места типа шкафов в непосредственной близости от объекта управления, где затруднено использование клавиатур и не требуется частое обращение к системе визуализации.
Делать на их базе пультовой комплекс - не лучший вариант, особенно в плане проведения работ по техобслуживанию.
Хуже
Особено при расположении как на фото - тянуться придется.
au> Комп покупают какой подходит по куче параметров, и не только промышленный. И если параметры и цена устраивают, но он ещё и сенсорный (что не стоит слишком много), потому что разработчики хотели убить всех мыслимых зайцев, то пусть себе он будет сенсорный, никому это не мешает.
Да там из критичных параметров разве что вибростойкость и уровень защиты по передней панели
. Такие девайсы ставят на места типа шкафов в непосредственной близости от объекта управления, где затруднено использование клавиатур и не требуется частое обращение к системе визуализации.
Делать на их базе пультовой комплекс - не лучший вариант, особенно в плане проведения работ по техобслуживанию.

Автоматическая линия для прошивки, маркировки
и резки металлических уголков (мин. сечение 35х35х4 мм, макс. - 160х160х15 мм, длиной 1,5-12 м), полос и U-образных профилей.
Применяется в заготовительном производстве предприятий специализирующихся на изготовлении металлоконструкций (такое оборудование целесообразно применять прежде всего при изготовлении большого обьема конструкций, т.е. обычно строительных).

Это собственно сам агрегат, который и производит вышеописанные операции:

Те же яйца, вид с другого бока:

В агрегат входит несколько рабочих систем:
Для маркировки – предназначена для нанесения маркировки на разрезаемые заготовки (понятно – с целью их дальнейшей идентификации при сборке конструкции). Управляющая система может выбирать пять различных маркировок; каждая маркировка состоит из 10 знаков в ряд, высотой 10 мм.

Прошивной агрегат – позволяет пробивать на заготовках отверстия. По одной прошивной головке на каждую полку уголка; каждая головка имеет три пуансона, которые могут управляться отдельно; управление ЧПУ по обеим осям:

Собственно сам агрегат резки (усилием 250 т). На данном фото показана установка ножей для резки уголков:

Пульт управления с ЧПУ:

Устройства (рольганги) для автоматической подачи и выдачи заготовок в (из) агрегата:


и резки металлических уголков (мин. сечение 35х35х4 мм, макс. - 160х160х15 мм, длиной 1,5-12 м), полос и U-образных профилей.
Применяется в заготовительном производстве предприятий специализирующихся на изготовлении металлоконструкций (такое оборудование целесообразно применять прежде всего при изготовлении большого обьема конструкций, т.е. обычно строительных).
Это собственно сам агрегат, который и производит вышеописанные операции:
Те же яйца, вид с другого бока:
В агрегат входит несколько рабочих систем:
Для маркировки – предназначена для нанесения маркировки на разрезаемые заготовки (понятно – с целью их дальнейшей идентификации при сборке конструкции). Управляющая система может выбирать пять различных маркировок; каждая маркировка состоит из 10 знаков в ряд, высотой 10 мм.
Прошивной агрегат – позволяет пробивать на заготовках отверстия. По одной прошивной головке на каждую полку уголка; каждая головка имеет три пуансона, которые могут управляться отдельно; управление ЧПУ по обеим осям:
Собственно сам агрегат резки (усилием 250 т). На данном фото показана установка ножей для резки уголков:
Пульт управления с ЧПУ:
Устройства (рольганги) для автоматической подачи и выдачи заготовок в (из) агрегата:

DarkDragon> Хуже
Не хуже. Я со световым пером ещё на 7920 немного поработал.
DarkDragon> Особено при расположении как на фото - тянуться придется.
Вот это да.
Не хуже. Я со световым пером ещё на 7920 немного поработал.
DarkDragon> Особено при расположении как на фото - тянуться придется.
Вот это да.
Профилегибочные станки
Применяются для однопроходной/многопроходной гибки труб, полосы, уголка, швеллера, однотавровых/двутавровых балок и профилей сложных сечений. Принцип работы профилегибочных станков основан на прокатывании профиля между роликами, положение которых задает радиус гиба, что позволяет производить открытые и замкнутые контуры с плавными переходами (переменным радиусом):

В зависимости от сечения изгибаемого профиля профилегибочные станки могут иметь разные размеры – от весьма малогабаритных:


...до станков среднего размера:


и вот таких монстров:


Примеры гибки различных профилей на подобных станках:

Профилегибы могут иметь полноценное ЧПУ управление, что позволяют производить гибку профиля по заданной программе с минимальным участием оператора, с возможностью плавного перехода из радиуса в радиус.




Применяются для однопроходной/многопроходной гибки труб, полосы, уголка, швеллера, однотавровых/двутавровых балок и профилей сложных сечений. Принцип работы профилегибочных станков основан на прокатывании профиля между роликами, положение которых задает радиус гиба, что позволяет производить открытые и замкнутые контуры с плавными переходами (переменным радиусом):
В зависимости от сечения изгибаемого профиля профилегибочные станки могут иметь разные размеры – от весьма малогабаритных:
...до станков среднего размера:
и вот таких монстров:
Примеры гибки различных профилей на подобных станках:
Профилегибы могут иметь полноценное ЧПУ управление, что позволяют производить гибку профиля по заданной программе с минимальным участием оператора, с возможностью плавного перехода из радиуса в радиус.

Mishka>> Вот менюшки тыкать и другое, как мышой — так на экране не хуже.
DarkDragon> Хуже
Не хуже. Проверено и на себе в том числе. Осебенно когда вот это до ума дорастет
SolidWorks World 2009 - Tuesday General Session with Jon Hirschtick - The SolidWorks Blog смотреть с 20-й минуты.
DarkDragon> Особено при расположении как на фото - тянуться придется.
Вот это да- кривовато, руку на весу держать придется.
DarkDragon> Хуже
Не хуже. Проверено и на себе в том числе. Осебенно когда вот это до ума дорастет
SolidWorks World 2009 - Tuesday General Session with Jon Hirschtick - The SolidWorks Blog смотреть с 20-й минуты.
DarkDragon> Особено при расположении как на фото - тянуться придется.
Вот это да- кривовато, руку на весу держать придется.
Цитаты из учебника «Технология литейного производства»:
http://testblock1.j043.mt.ru/ref/article_720.html
Стержневые машины для крупносерийного производства.

Линия из пяти стержневых машин для изготовления стержней для головки цилиндров автомобильного двигателя, автоматической сборки и подачи на участок алюминиевого литья. (производительность – комплекты стержней на 180 головок за час).
http://s61.radikal.ru/i172/0903/41/4e5fad7feea2.jpg [not image]

Стержневые ящики:
http://i047.radikal.ru/0903/64/cf512da6af5c.jpg [not image]


До кучи
мастер-модель для литья в землю трака для гусеницы МТ-ЛБ:

Сам трак:

http://testblock1.j043.mt.ru/ref/article_720.html
К основным направлениям технического прогресса в литейном производстве относятся:
- Комплексная механизация и автоматизация производства – замена ручного труда все более сложным комплексом машин-автоматов, выполняющих основные и вспомогательные технологические операции и процессы контроля и управления. Особенно важным это направление является для литейного производства, представляющего комплекс трудоемких и тяжелых работ. Все более широко внедряются автоматические комплексы изготовления форм, приготовления формовочной и стержневой смеси, изготовления стержней, заливки металла в формы, выбивки и очистки отливок.
Стержневые машины для крупносерийного производства.
Стержни применяют в основном для выполнения в отливках отверстий и полостей, а также наружных поверхностей отливок сложной конфигурации.
Линия из пяти стержневых машин для изготовления стержней для головки цилиндров автомобильного двигателя, автоматической сборки и подачи на участок алюминиевого литья. (производительность – комплекты стержней на 180 головок за час).
http://s61.radikal.ru/i172/0903/41/4e5fad7feea2.jpg [not image]
Часть литейной оснастки, включающей все технологические приспособления, необходимые для получения в форме отпечатка модели отливки, называют модельным комплектом.
Модельный комплект состоит из моделей отливки и элементов литниково-питающей системы; стержневых ящиков ; модельных плит для установки или крепления моделей отливки и литниковой системы; сушильных плит и приспособлений для доводки и контроля форм и стержней.
Стержневые ящики:
http://i047.radikal.ru/0903/64/cf512da6af5c.jpg [not image]
До кучи
мастер-модель для литья в землю трака для гусеницы МТ-ЛБ:
Сам трак:
Это сообщение редактировалось 11.03.2009 в 14:08
Mishka> Не хуже. Я со световым пером ещё на 7920 немного поработал.
В.М.> Не хуже. Проверено и на себе в том числе.
Сэры, я удобства пары таких агрегатов с регулярностью раз в неделю на своей шкуре проверяю. Попасть на элемент мнемосхемы с моими далеко не толстыми пальцами - задача нетривиальная, а если элемент на краю экрана, особенно на нижнем - так это вообще мучение. Зубочистка - наше все
А если задача чуть посерьезней, чем поперелистывать видеокадры - так проще открыть шкаф, подцепить клаву с мышкой и удерживая их на руках делать свое черное дело. Получается быстрее, точнее и без ошибок.
В.М.> Не хуже. Проверено и на себе в том числе.
Сэры, я удобства пары таких агрегатов с регулярностью раз в неделю на своей шкуре проверяю
. Попасть на элемент мнемосхемы с моими далеко не толстыми пальцами - задача нетривиальная, а если элемент на краю экрана, особенно на нижнем - так это вообще мучение. Зубочистка - наше все А если задача чуть посерьезней, чем поперелистывать видеокадры - так проще открыть шкаф, подцепить клаву с мышкой и удерживая их на руках делать свое черное дело. Получается быстрее, точнее и без ошибок.
Mishka>> Не хуже. Я со световым пером ещё на 7920 немного поработал.
В.М.>> Не хуже. Проверено и на себе в том числе.
DarkDragon> Сэры, я удобства пары таких агрегатов с регулярностью раз в неделю на своей шкуре проверяю.
А я ежедневно Ноутбук у меня с тачскрином - я на нем много каких САПОР гоняю.
DarkDragon>Попасть на элемент мнемосхемы с моими далеко не толстыми пальцами - задача нетривиальная,
Идиотизм конкретного исполенния. И, совет - лучше тыкать указочкой-стилусом.
DarkDragon>а если элемент на краю экрана, особенно на нижнем - так это вообще мучение. Зубочистка - наше все
ааа, так это небось телефонного размера экранчик, что в него зубочисткой тыкать надо?
В.М.>> Не хуже. Проверено и на себе в том числе.
DarkDragon> Сэры, я удобства пары таких агрегатов с регулярностью раз в неделю на своей шкуре проверяю
. А я ежедневно
Ноутбук у меня с тачскрином - я на нем много каких САПОР гоняю.DarkDragon>Попасть на элемент мнемосхемы с моими далеко не толстыми пальцами - задача нетривиальная,
Идиотизм конкретного исполенния. И, совет - лучше тыкать указочкой-стилусом.
DarkDragon>а если элемент на краю экрана, особенно на нижнем - так это вообще мучение. Зубочистка - наше все
ааа, так это небось телефонного размера экранчик, что в него зубочисткой тыкать надо?
В.М.> Идиотизм конкретного исполенния. И, совет - лучше тыкать указочкой-стилусом.
Вот только беда - Сименс свои Панель-ПиСи стилусами не комплектует Посему приходится по-русски - зубочистку в кармане носить.
Посему приходится по-русски - зубочистку в кармане носить.
В.М.> ааа, так это небось телефонного размера экранчик, что в него зубочисткой тыкать надо?
19'' все же для телефонного формата великоват.
Вот только беда - Сименс свои Панель-ПиСи стилусами не комплектует
Посему приходится по-русски - зубочистку в кармане носить.В.М.> ааа, так это небось телефонного размера экранчик, что в него зубочисткой тыкать надо?
19'' все же для телефонного формата великоват
.
Еще про литейное оборудование
Кокильные литейные машины для литья алюминиевых и магниевых сплавов:

В т.ч. наклоняемая (для создания благоприятных условий течения расплава благодаря программируемой скорости наклона):

Машины для литья сплавов алюминия и магния под низким давлением:

А теперь для чего нужны оные машины - ну например для изготовления легкосплавных дисков автомобильных колес

Ниже использованы фотографии с производств фирм "ВВS" в городе Schiltach (Германия) и ООО "КиК" (Красноярск) - фото в комментариях помечены соот. аббревиатурой.
Заготовку для изготовления колес получают методом литья под низким давлением, что позволяет получать отливки размером максимально приближенным к готовой детали.
Плавильный участок (КиК):


Приготовление сплава для литья алюминиевых дисков осуществляется в индукционных тигельных печах. Для этого используются жидкий алюминий, который доставляют с Красноярского алюминиевого завода в термосах при температуре 720-760 С, и кристаллический кремний, обеспечивающий основные литейные и механические свойства сплава.
Перед заливкой металла в печи немецкой фирмы "Striko Westofen" в сплав добавляются легирующие и модифицирующие элементы, производится рафинирование инертным газом (аргоном)(КиК):

То же (BBS), у них в качестве шихты используют первичный алюминий в слитках:

Литейные машины немецкой фирмы GIMA (КиК):

Готовая отливка диска (КиК):

То же (BBS):
http://s40.radikal.ru/i090/0903/c2/7e1c061ff73c.jpg [not image]
Перед механической обработкой и нанесением декоративных покрытий диски проходят двухступенчатую термическую обработку. Она включает нагрев отливки до температуры 500-540ºС в течение 4-10 часов с последующей закалкой в водной среде при температуре 20-100ºС. Далее, выдерживая в печи температуру 150-220ºС в течение 3-9 часов, диски проходят искусственный процесс старения (BBS):

Рентгеновская дефектоскопия для определения внутренних дефектов, характерных для литой структуры (КиК):

Люминесцентная дефектоскопия позволяет выявить микротрещины:

Линии для механической обработки колес (КиК):


То же (BBS):

3D сканирование геометрии изготовленного колеса позволяет точно проводить настройку оборудования (точность до 0,0005 мм) (КиК):

Дробеструйная обработка колес - заключительный этап механической обработки. Эта операция производится для упрочнения поверхности диска и улучшает адгезию лакокрасочного покрытия (BBS):

Окраска колес производится на окрасочной линии немецкой фирмы "Eisenmann" (Кик):


Испытание на угловую нагрузку производится на испытательном стенде "Makra". Стенд позволяет имитировать движение автомобиля в поворотах (КиК):

То же (BBS):

Испытание на касательный удар под углом 30 градусов - тестируется прочность колеса под воздействием внешних факторов при повороте автомобиля. Ударный тест определяет стойкость к растрескиванию внешнего края обода при переезде препятствия (КиК):

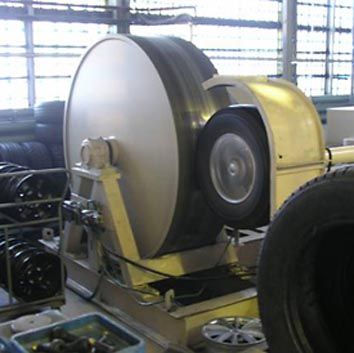
Испытание динамической нагрузкой на беговом барабане (КиК):
Кокильные литейные машины для литья алюминиевых и магниевых сплавов:
В т.ч. наклоняемая (для создания благоприятных условий течения расплава благодаря программируемой скорости наклона):
Машины для литья сплавов алюминия и магния под низким давлением:
А теперь для чего нужны оные машины - ну например для изготовления легкосплавных дисков автомобильных колес
Ниже использованы фотографии с производств фирм "ВВS" в городе Schiltach (Германия) и ООО "КиК" (Красноярск) - фото в комментариях помечены соот. аббревиатурой.
Заготовку для изготовления колес получают методом литья под низким давлением, что позволяет получать отливки размером максимально приближенным к готовой детали.
Плавильный участок (КиК):
Приготовление сплава для литья алюминиевых дисков осуществляется в индукционных тигельных печах. Для этого используются жидкий алюминий, который доставляют с Красноярского алюминиевого завода в термосах при температуре 720-760 С, и кристаллический кремний, обеспечивающий основные литейные и механические свойства сплава.
Перед заливкой металла в печи немецкой фирмы "Striko Westofen" в сплав добавляются легирующие и модифицирующие элементы, производится рафинирование инертным газом (аргоном)(КиК):
То же (BBS), у них в качестве шихты используют первичный алюминий в слитках:
Литейные машины немецкой фирмы GIMA (КиК):
Готовая отливка диска (КиК):
То же (BBS):
http://s40.radikal.ru/i090/0903/c2/7e1c061ff73c.jpg [not image]
Перед механической обработкой и нанесением декоративных покрытий диски проходят двухступенчатую термическую обработку. Она включает нагрев отливки до температуры 500-540ºС в течение 4-10 часов с последующей закалкой в водной среде при температуре 20-100ºС. Далее, выдерживая в печи температуру 150-220ºС в течение 3-9 часов, диски проходят искусственный процесс старения (BBS):
Рентгеновская дефектоскопия для определения внутренних дефектов, характерных для литой структуры (КиК):
Люминесцентная дефектоскопия позволяет выявить микротрещины:
Линии для механической обработки колес (КиК):
То же (BBS):
3D сканирование геометрии изготовленного колеса позволяет точно проводить настройку оборудования (точность до 0,0005 мм) (КиК):
Дробеструйная обработка колес - заключительный этап механической обработки. Эта операция производится для упрочнения поверхности диска и улучшает адгезию лакокрасочного покрытия (BBS):
Окраска колес производится на окрасочной линии немецкой фирмы "Eisenmann" (Кик):
Испытание на угловую нагрузку производится на испытательном стенде "Makra". Стенд позволяет имитировать движение автомобиля в поворотах (КиК):
То же (BBS):
Испытание на касательный удар под углом 30 градусов - тестируется прочность колеса под воздействием внешних факторов при повороте автомобиля. Ударный тест определяет стойкость к растрескиванию внешнего края обода при переезде препятствия (КиК):
Испытание динамической нагрузкой на беговом барабане (КиК):
«Раз пошла такая пьянка»(с) Технологии строительства метро – тогда об изготовление тюбингов:

Чугунный тюбинг (англ. cast-iron tubbing) используется для проходки шахт и тоннелей в водонесущих и неустойчивых породах.
Сегмент тоннельный чугунного тюбинга представляет из себя цельнолитое изделие со следующими элементами:
— радиальный (продольный) борт (поз.1);
— кольцевой (поперечный/параллельный) борт (поз.2);
— болтовое отверстие (поз.3);
— ребро жесткости (поз.4);
— спинка тюбинга (поз.5);
— фальцы (поз.6);
— отверстие тампонажное для закачки уплотняющих и гидроизолирующих растворов (поз.7).
Изготовление песчаных форм:
http://i011.radikal.ru/0904/84/2775a5f2e7e5.jpg [not image]
Форма проходит по линии сушки (на фото - слева), окрашивается (на фото - по середине), накрывается верхней опокой и устанавливается на литейный конвейер (на фото - справа).
Плавка чугуна в вагранке и его выпуск в разливочный ковш:

Одновременно экспресс-спектрометрическая лаборатория в течение 3-5 минут проводит анализ химического состава выплавляемой марки чугуна.
На литейном конвейере чугун заливается из ковша - в опоку за опокой:
http://s46.radikal.ru/i112/0904/66/e89f64065072.jpg [not image]
После разборки формы отливка тюбинга очищается от остатков формовочной смеси в дробометной камере и подвергается обрубке - удаления прибылей:

Далее отливка отправляется на линию мехобработки.
Производится фрезерование параллельных бортов:

Затем фрезерование радиальных бортов (одновременно у нескольких отливок за один установ на станок):

Далее производится фрезеровка канавок под гидроизоляционные прокладки:

И наконец - сверление болтовых отверстий:

На этом мехобработка тюбингов заканчивается, они укомплектовываются пробками для тампонажных отверстий и готовы к отгрузке заказчику:

Периодически выполняется контрольная сборка тюбинговых колец на специальном стенде:


– тогда об изготовление тюбингов:Чугунный тюбинг (англ. cast-iron tubbing) используется для проходки шахт и тоннелей в водонесущих и неустойчивых породах.
Сегмент тоннельный чугунного тюбинга представляет из себя цельнолитое изделие со следующими элементами:
— радиальный (продольный) борт (поз.1);
— кольцевой (поперечный/параллельный) борт (поз.2);
— болтовое отверстие (поз.3);
— ребро жесткости (поз.4);
— спинка тюбинга (поз.5);
— фальцы (поз.6);
— отверстие тампонажное для закачки уплотняющих и гидроизолирующих растворов (поз.7).
Изготовление песчаных форм:
http://i011.radikal.ru/0904/84/2775a5f2e7e5.jpg [not image]
Форма проходит по линии сушки (на фото - слева), окрашивается (на фото - по середине), накрывается верхней опокой и устанавливается на литейный конвейер (на фото - справа).
Плавка чугуна в вагранке и его выпуск в разливочный ковш:
Одновременно экспресс-спектрометрическая лаборатория в течение 3-5 минут проводит анализ химического состава выплавляемой марки чугуна.
На литейном конвейере чугун заливается из ковша - в опоку за опокой:
http://s46.radikal.ru/i112/0904/66/e89f64065072.jpg [not image]
После разборки формы отливка тюбинга очищается от остатков формовочной смеси в дробометной камере и подвергается обрубке - удаления прибылей:
Далее отливка отправляется на линию мехобработки.
Производится фрезерование параллельных бортов:
Затем фрезерование радиальных бортов (одновременно у нескольких отливок за один установ на станок):
Далее производится фрезеровка канавок под гидроизоляционные прокладки:
И наконец - сверление болтовых отверстий:
На этом мехобработка тюбингов заканчивается, они укомплектовываются пробками для тампонажных отверстий и готовы к отгрузке заказчику:
Периодически выполняется контрольная сборка тюбинговых колец на специальном стенде:
Главная - ПАО «Днепротяжмаш»
Представляем Вам открытое акционерное общество «Днепротяжмаш», одно из ведущих предприятий в области тяжелого машиностроения, история которого началась 90 лет назад, с основанием бельгийскими предпринимателями завода «Шодуар С». В начале третьего тысячелетия завод «Днепротяжмаш», в недавнем прошлом известный как «Днепропетровский завод металлургического оборудования» (ДЗМО), вступает в новый динамичный период своего развития. Преодолев кризисные явления 90-ых, сегодня, в составе группы машиностроительных предприятий под руководством управляющей компании НПФ «Днепротехсервис», завод выходит на новый уровень маркетинговой работы, управления качеством, осваивает выпуск новых конкурентоспособных видов продукции, наращивает объемы производства. // Дальше — www.dtm.dp.ua
Небольшая, можно сказать легкая, загадка для наблюдательных - это фото поковок, вопрос - для каких изделий? (думаю многие на форуме их держали в руках ") ):
):
Первое изделие:
http://s46.radikal.ru/i112/0904/65/370390de0059.jpg [not image]
Второе:
http://s61.radikal.ru/i172/0904/40/5642f278d027.jpg [not image]
- это фото поковок, вопрос - для каких изделий? (думаю многие на форуме их держали в руках ):Первое изделие:
http://s46.radikal.ru/i112/0904/65/370390de0059.jpg [not image]
Второе:
http://s61.radikal.ru/i172/0904/40/5642f278d027.jpg [not image]

A.1.> Первое изделие:
Ножницы по металлу ручные?
A.1.> Второе:
Ключ разводной?
Ножницы по металлу ручные?
A.1.> Второе:
Ключ разводной?
Ведмедь> Ножницы по металлу ручные?
не-а
Ведмедь> Ключ разводной?
Практически угадал - газовый:

не-а
Ведмедь> Ключ разводной?
Практически угадал - газовый:
Ведмедь>> Ножницы по металлу ручные?
A.1.> не-а
Но что тогда?
Ведмедь>> Ключ разводной?
A.1.> Практически угадал - газовый:
Ну да, первая мысль была такая Но потом решил, что он таки разводной, нуу, подвид разводного.
A.1.> не-а
Но что тогда?
Ведмедь>> Ключ разводной?
A.1.> Практически угадал - газовый:
Ну да, первая мысль была такая
Но потом решил, что он таки разводной, нуу, подвид разводного.
Ведмедь> Но что тогда?
Пусть кто нибудь ищщо подумает
Пусть кто нибудь ищщо подумает
A.1.> Пусть кто нибудь ищщо подумает
В смысле- верхняя? По-моему это плоскогубцы..
В смысле- верхняя? По-моему это плоскогубцы..

В.М.> По-моему это плоскогубцы..
Тож показалось так. А облой (кажется, так называется "лишний" вытекший металл?) чем и как удаляют?
Тож показалось так. А облой (кажется, так называется "лишний" вытекший металл?) чем и как удаляют?

Copyright © Balancer 1997..2022
Создано 29.10.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 29.10.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}