-
/54899_original.jpg)
Даешь трактор!
История Сталинградского тракторного завода и заметки о США конца 20хТеги:
 PSS
PSS

10 Что за год изменилось в СССР? Сталинградский тракторный завод. Первый трактор. Мы составляем график.
В Москве все кажется новым. Действительно, за наше отсутствие Москва сильно обновилась, сильно почистилась, приняла совершенно другой вид. Замощена Тверская улица, Пятницкая тоже покрыта брусчаткой. Красная площадь блестит чистотой. Новый мавзолей вырос на старом месте. Появились новые большие дома - Дом правительства, дом около Мясницкой. Старого Охотного ряда как не бывало. Низенькие постройки, где более века торговали рыбой и мясом, снесены, место огорожено, готовится какая-то грандиозная постройка.
Охотный ряд засажен деревьями и производит бодрящее впечатление. Все кажется повеселевшим, радостным.
В Москве я остаюсь недолго. Чуть ли не через день я получаю телеграммы с вызовом в Сталинград. Всячески я стараюсь оттянуть свей отъезд из-за предстоящей годовщины Октября. Я хочу принять участие в праздновании этого торжества в Красной столице.
В день торжеств я присоединяюсь к колонне Дворца труда, где у меня много товарищей, с которыми, начиная с 1920 года я ходил в колоннах на Красную площадь. Я с тем же любопытством рассматриваю каждую мелочь, как рассматривал все за границей. Мне казалось, что нужно все запомнить, чтобы дома записать и рассказать другим. Слившись со всеми на площади, я кричу „ура“, пою революционные песни и вновь совершенно осваиваюсь с обстановкой, в которой я вырос и воспитался.
Приехав в Сталинград, я занимаю комнату в доме приезжих, в котором я жил еще год назад. Тогда пол был едва закрашен, всюду были краски и известь, а мебель клеилась от своей новизны. От стола нельзя было оторвать рук, локти приклеивались к клеенке. фанерный шкаф распространял запах олифы и краски. Сейчас все это приняло жилой вид, нет посторонних запахов, на полу ковры, в комнатах некоторый уют. Из окна своей комнаты я вижу здание главной конторы, сильно напоминающее контору у Форда. Над стенами завода поднимаются стрелы кранов, работающих на еще не закончившемся строительстве.
Не медля ни минуты, я направляюсь к директору. Высказав недовольство моей задержкой в Москве, мне объявляют, что я назначен заместителем начальника кузнечного цеха. Вкратце мне рисуют положение на заводе.
Опытный трактор, который был изготовлен кустарным: способом, вышел очень удачным, завелся хорошо. Поковки для него были откованы на „Красном Октябре“ и обработаны в ремонтно-механической мастерской.
Я видел некоторые из этих поковок. Они производят удивительно неприглядное впечатление. По весу каждая из них в 2 – 3 раза больше штампованных поковок‚ механической обработки ушло на них очень много. Громадный клапан, изготовленный кустарным способом на чрезмерно высокой ножке, похож на гриб, в то время как клапан, отштампованный нашей машиной, очень изящен и легок.
Некоторые из кузнецов, которые делали эти поковки, работают у нас еще и посейчас. Если бы им показать теперь коленчатый вал, который был ими откован для опытного трактора и предложить перейти на старый метод изготовления коленчатых валов – они, вероятно, сочли бы нас сумашедшими. А ведь до того времени все коленчатые валы в стране изготовлялись исключительно старым, кустарным способом свободной ковки.
Жаль, что у нас нет музея, в котором мы могли бы сопоставить вид и качество тех поковок, которые были изготовлены для первого трактора с поковками, которые мы делаем теперь. Это была бы очень поучительная, наглядная картина.
Один из проектировщиков нашей кузницы и первый начальник цеха – Турчанинов – руководил изготовлением деталей для первого трактора на „Красном Октябре“. Он вместе с рабочими проводил там целые сутки, подыскивая нужных размеров заготовки, изготовляя шаблоны. Однажды, задержавшись очень поздно, боясь возвращаться с „Красного Октября“ и не имея у кого остановиться, Турчанинов зашел в заводскую баню и переночевал там.
В заводоуправлении меня предупредили, что основной бедой в кузнице является большое количество поломок „направляющих "параллелей“ молота. Мне сказали, что если так будет продолжаться дальше, то в ближайшие дни все параллели будут сломаны. Уже и в тот момент некоторые молоты стояли из-за отсутствия параллелей. Мне сказали, что литейный цех не дает всех нужных деталей и что двор завода завален тракторными рамами, в то время как другого литья нехватает.
Я направляюсь в цех. Двор завода забетонирован, чисто выметен, по бокам низкие ограждения, предназначенные для посева травы. Длинный забетонированный проезд вдоль механосборочного цеха и литейной сообщает заводу европейский вид. Механосборочный цех настолько длинен, что я стараюсь разглядеть конец этого здания. Такой длины цех редко встречается даже в Америке. Здание кузницы и первой термической своей высотой привлекает мое внимание‚ эта грандиозная постройка конкурирует даже, по своему габариту, с кузницей Форда. Я захожу в цех, осматриваясь по сторонам. Здание высокое, светлое, чистое, полы гладкие, бетонные. По подкрановым путям движется 5-тонный мостовой кран. Два ряда молотов стройно установлены по сторонам. Все это уже работает. Кузница действительно новейшая, американская. Новенькие термические печи установлены одна возле другой.
Я вижу, что не все оборудование расставлено. В конце тяжелой кузницы громадной пропастью зияет глубочайший котлован для фундамента 12-тысячного молота. Два таких молота уже установлены. Семь молотов в каждом ряду. Не хватает еще одного. В легкой кузнице уже все 14 молотов по семь в ряд. Работают полным ходом аяксы. Поставлены они еще не все – нет громадной осадочной машины фирмы „Нешенел“, которая должна находиться в конце тяжелого цеха. Нет еще одного 4-дюймового аякса, для которого уже приготовлен фундамент. Налицо также малые аяксы и булларды.
То в одном, то в другом месте я натыкаюсь на ямы, приготовленные для заливки фундамента отдельных машин. 750-тонный пресс для холодной штамповки хотя и очень красив, но совершенно ненужным стоит здесь в конце тяжелого цеха. Он должен быть “перенесен в механический цех. Паропровод огибает цилиндры молотов, увеличивая их габариты, выходит за линию среднего проезда и мешает работе крана. Это немецкий способ подводки пара к молотам, его нужно будет изменить. Это кольцо, выходящее за линию среднего проезд нужно будет перенести в другую сторону молота‚ и тогда пар провод не будет подвергаться ударам троса от крана во врем работы около молота.
Я осматриваю все это и стараюсь уложить в ряд‚ расположить последовательно каждое мое наблюдение по степени его значимости, найти наиболее важные элементы, за которые раньше всего нужно будет приняться.
Я разыскиваю Турчанинова и знакомлюсь с ним. Высокий, с изможденным лицом и впалыми щеками, он постоянно занят и непрерывно в движении. Охает и ахает, всплескивает длинными руками, хлопает себя по ляжками бежит в цех на место происшествия разбирать каждый случаи.
Он курсирует непрерывно. Забежит в маленькую тесную конторку, Сядет, быстро напишет какую-либо служебную записку и побежит опять. А иногда положит записку в карман, не доверяя отправку ее через рассыльного.
Так составлял он все документы. Даже заявки на мазут, кирпич, трубы и другие материалы писались им „на-ходу“, на листочке блокнота. Архив состоял из груды служебных записок, написанных как угодно и о чем угодно. Ящики его стола были набиты каталогами, папками, чертежами, кузнечными деталями, старыми чернильницами в таком количестве, какое только могло уместиться. Когда нужно было найти что-либо, Турчанинов запускал в ящик обе руки и начинал все так перерывать, будто хотел образовать из всего находящегося в ящике однородную смесь.
Нам некогда даже поговорить – Турчанинов все время занят. Мы откладываем и откладываем наш разговор, и я успеваю оформить все мои партийные и профессиональные дела, переговорить с секретарем ячейки т. Шицем, узнать у него о составе рабочих, настроениях в цехе и т. п. K вечеру этого же дня нас, – меня и Турчанинова – вызывают на совещание в заводоуправление.
На совещании: Директор М., его заместитель Ширшов, технический директор А., от производственного отдела – Ионесянц, затем Турчанинов и я. Мозголов задает первый вопрос: „На сколько тракторов кузница в день может дать поковок“. Все молчат. Снова тот же вопрос. Снова молчание. Ширшов начинает волноваться. Он обрушивается на всех нас. „Что же вы молчите – кричит он. Турчанинов медлит, Шейнман молчит, все молчат. Сколько же тракторов? Турчанинов, перебирая пуговицы на собственном пальто, что-то нерешительно бормочет. Наконец, все слышат шопот Турчанинова, он называет цифру 50 тракторов в день.
Мозголов спрашивает меня. Я никак не ожидал сегодня такого вопроса. Я запинаюсь и говорю, что по моему мнению, кузница может дать 50 тракторов в день. Я собственно полагаюсь на слова Турчанинова, ничем не обоснованные и не доказанные. Я, конечно, не имел никаких данных для названной цифры. Но слово начальника сказано, и у меня не было оснований возражать. Так родилась программа на 50 тракторов в день 18 ноября 1930 г.
Маленькое замечание. Для выполнения нормы в 40 тыс тракторов в год завод должен был выпускать 144 трактора в день, или один трактор в 6 минут. Работа должна была осуществляться по будним дням в две 7-часовые смены.

В Москве все кажется новым. Действительно, за наше отсутствие Москва сильно обновилась, сильно почистилась, приняла совершенно другой вид. Замощена Тверская улица, Пятницкая тоже покрыта брусчаткой. Красная площадь блестит чистотой. Новый мавзолей вырос на старом месте. Появились новые большие дома - Дом правительства, дом около Мясницкой. Старого Охотного ряда как не бывало. Низенькие постройки, где более века торговали рыбой и мясом, снесены, место огорожено, готовится какая-то грандиозная постройка.
Охотный ряд засажен деревьями и производит бодрящее впечатление. Все кажется повеселевшим, радостным.
В Москве я остаюсь недолго. Чуть ли не через день я получаю телеграммы с вызовом в Сталинград. Всячески я стараюсь оттянуть свей отъезд из-за предстоящей годовщины Октября. Я хочу принять участие в праздновании этого торжества в Красной столице.
В день торжеств я присоединяюсь к колонне Дворца труда, где у меня много товарищей, с которыми, начиная с 1920 года я ходил в колоннах на Красную площадь. Я с тем же любопытством рассматриваю каждую мелочь, как рассматривал все за границей. Мне казалось, что нужно все запомнить, чтобы дома записать и рассказать другим. Слившись со всеми на площади, я кричу „ура“, пою революционные песни и вновь совершенно осваиваюсь с обстановкой, в которой я вырос и воспитался.
Приехав в Сталинград, я занимаю комнату в доме приезжих, в котором я жил еще год назад. Тогда пол был едва закрашен, всюду были краски и известь, а мебель клеилась от своей новизны. От стола нельзя было оторвать рук, локти приклеивались к клеенке. фанерный шкаф распространял запах олифы и краски. Сейчас все это приняло жилой вид, нет посторонних запахов, на полу ковры, в комнатах некоторый уют. Из окна своей комнаты я вижу здание главной конторы, сильно напоминающее контору у Форда. Над стенами завода поднимаются стрелы кранов, работающих на еще не закончившемся строительстве.
Не медля ни минуты, я направляюсь к директору. Высказав недовольство моей задержкой в Москве, мне объявляют, что я назначен заместителем начальника кузнечного цеха. Вкратце мне рисуют положение на заводе.
Опытный трактор, который был изготовлен кустарным: способом, вышел очень удачным, завелся хорошо. Поковки для него были откованы на „Красном Октябре“ и обработаны в ремонтно-механической мастерской.
Я видел некоторые из этих поковок. Они производят удивительно неприглядное впечатление. По весу каждая из них в 2 – 3 раза больше штампованных поковок‚ механической обработки ушло на них очень много. Громадный клапан, изготовленный кустарным способом на чрезмерно высокой ножке, похож на гриб, в то время как клапан, отштампованный нашей машиной, очень изящен и легок.
Некоторые из кузнецов, которые делали эти поковки, работают у нас еще и посейчас. Если бы им показать теперь коленчатый вал, который был ими откован для опытного трактора и предложить перейти на старый метод изготовления коленчатых валов – они, вероятно, сочли бы нас сумашедшими. А ведь до того времени все коленчатые валы в стране изготовлялись исключительно старым, кустарным способом свободной ковки.
Жаль, что у нас нет музея, в котором мы могли бы сопоставить вид и качество тех поковок, которые были изготовлены для первого трактора с поковками, которые мы делаем теперь. Это была бы очень поучительная, наглядная картина.
Один из проектировщиков нашей кузницы и первый начальник цеха – Турчанинов – руководил изготовлением деталей для первого трактора на „Красном Октябре“. Он вместе с рабочими проводил там целые сутки, подыскивая нужных размеров заготовки, изготовляя шаблоны. Однажды, задержавшись очень поздно, боясь возвращаться с „Красного Октября“ и не имея у кого остановиться, Турчанинов зашел в заводскую баню и переночевал там.
В заводоуправлении меня предупредили, что основной бедой в кузнице является большое количество поломок „направляющих "параллелей“ молота. Мне сказали, что если так будет продолжаться дальше, то в ближайшие дни все параллели будут сломаны. Уже и в тот момент некоторые молоты стояли из-за отсутствия параллелей. Мне сказали, что литейный цех не дает всех нужных деталей и что двор завода завален тракторными рамами, в то время как другого литья нехватает.
Я направляюсь в цех. Двор завода забетонирован, чисто выметен, по бокам низкие ограждения, предназначенные для посева травы. Длинный забетонированный проезд вдоль механосборочного цеха и литейной сообщает заводу европейский вид. Механосборочный цех настолько длинен, что я стараюсь разглядеть конец этого здания. Такой длины цех редко встречается даже в Америке. Здание кузницы и первой термической своей высотой привлекает мое внимание‚ эта грандиозная постройка конкурирует даже, по своему габариту, с кузницей Форда. Я захожу в цех, осматриваясь по сторонам. Здание высокое, светлое, чистое, полы гладкие, бетонные. По подкрановым путям движется 5-тонный мостовой кран. Два ряда молотов стройно установлены по сторонам. Все это уже работает. Кузница действительно новейшая, американская. Новенькие термические печи установлены одна возле другой.
Я вижу, что не все оборудование расставлено. В конце тяжелой кузницы громадной пропастью зияет глубочайший котлован для фундамента 12-тысячного молота. Два таких молота уже установлены. Семь молотов в каждом ряду. Не хватает еще одного. В легкой кузнице уже все 14 молотов по семь в ряд. Работают полным ходом аяксы. Поставлены они еще не все – нет громадной осадочной машины фирмы „Нешенел“, которая должна находиться в конце тяжелого цеха. Нет еще одного 4-дюймового аякса, для которого уже приготовлен фундамент. Налицо также малые аяксы и булларды.
То в одном, то в другом месте я натыкаюсь на ямы, приготовленные для заливки фундамента отдельных машин. 750-тонный пресс для холодной штамповки хотя и очень красив, но совершенно ненужным стоит здесь в конце тяжелого цеха. Он должен быть “перенесен в механический цех. Паропровод огибает цилиндры молотов, увеличивая их габариты, выходит за линию среднего проезда и мешает работе крана. Это немецкий способ подводки пара к молотам, его нужно будет изменить. Это кольцо, выходящее за линию среднего проезд нужно будет перенести в другую сторону молота‚ и тогда пар провод не будет подвергаться ударам троса от крана во врем работы около молота.
Я осматриваю все это и стараюсь уложить в ряд‚ расположить последовательно каждое мое наблюдение по степени его значимости, найти наиболее важные элементы, за которые раньше всего нужно будет приняться.
Я разыскиваю Турчанинова и знакомлюсь с ним. Высокий, с изможденным лицом и впалыми щеками, он постоянно занят и непрерывно в движении. Охает и ахает, всплескивает длинными руками, хлопает себя по ляжками бежит в цех на место происшествия разбирать каждый случаи.
Он курсирует непрерывно. Забежит в маленькую тесную конторку, Сядет, быстро напишет какую-либо служебную записку и побежит опять. А иногда положит записку в карман, не доверяя отправку ее через рассыльного.
Так составлял он все документы. Даже заявки на мазут, кирпич, трубы и другие материалы писались им „на-ходу“, на листочке блокнота. Архив состоял из груды служебных записок, написанных как угодно и о чем угодно. Ящики его стола были набиты каталогами, папками, чертежами, кузнечными деталями, старыми чернильницами в таком количестве, какое только могло уместиться. Когда нужно было найти что-либо, Турчанинов запускал в ящик обе руки и начинал все так перерывать, будто хотел образовать из всего находящегося в ящике однородную смесь.
Нам некогда даже поговорить – Турчанинов все время занят. Мы откладываем и откладываем наш разговор, и я успеваю оформить все мои партийные и профессиональные дела, переговорить с секретарем ячейки т. Шицем, узнать у него о составе рабочих, настроениях в цехе и т. п. K вечеру этого же дня нас, – меня и Турчанинова – вызывают на совещание в заводоуправление.
На совещании: Директор М., его заместитель Ширшов, технический директор А., от производственного отдела – Ионесянц, затем Турчанинов и я. Мозголов задает первый вопрос: „На сколько тракторов кузница в день может дать поковок“. Все молчат. Снова тот же вопрос. Снова молчание. Ширшов начинает волноваться. Он обрушивается на всех нас. „Что же вы молчите – кричит он. Турчанинов медлит, Шейнман молчит, все молчат. Сколько же тракторов? Турчанинов, перебирая пуговицы на собственном пальто, что-то нерешительно бормочет. Наконец, все слышат шопот Турчанинова, он называет цифру 50 тракторов в день.
Мозголов спрашивает меня. Я никак не ожидал сегодня такого вопроса. Я запинаюсь и говорю, что по моему мнению, кузница может дать 50 тракторов в день. Я собственно полагаюсь на слова Турчанинова, ничем не обоснованные и не доказанные. Я, конечно, не имел никаких данных для названной цифры. Но слово начальника сказано, и у меня не было оснований возражать. Так родилась программа на 50 тракторов в день 18 ноября 1930 г.
Маленькое замечание. Для выполнения нормы в 40 тыс тракторов в год завод должен был выпускать 144 трактора в день, или один трактор в 6 минут. Работа должна была осуществляться по будним дням в две 7-часовые смены.
Прикреплённые файлы:
История "Планеты Бурь" http://shubinpavel.ru/


Это сообщение редактировалось 06.01.2016 в 14:29
 инфо
инфо инструменты
инструменты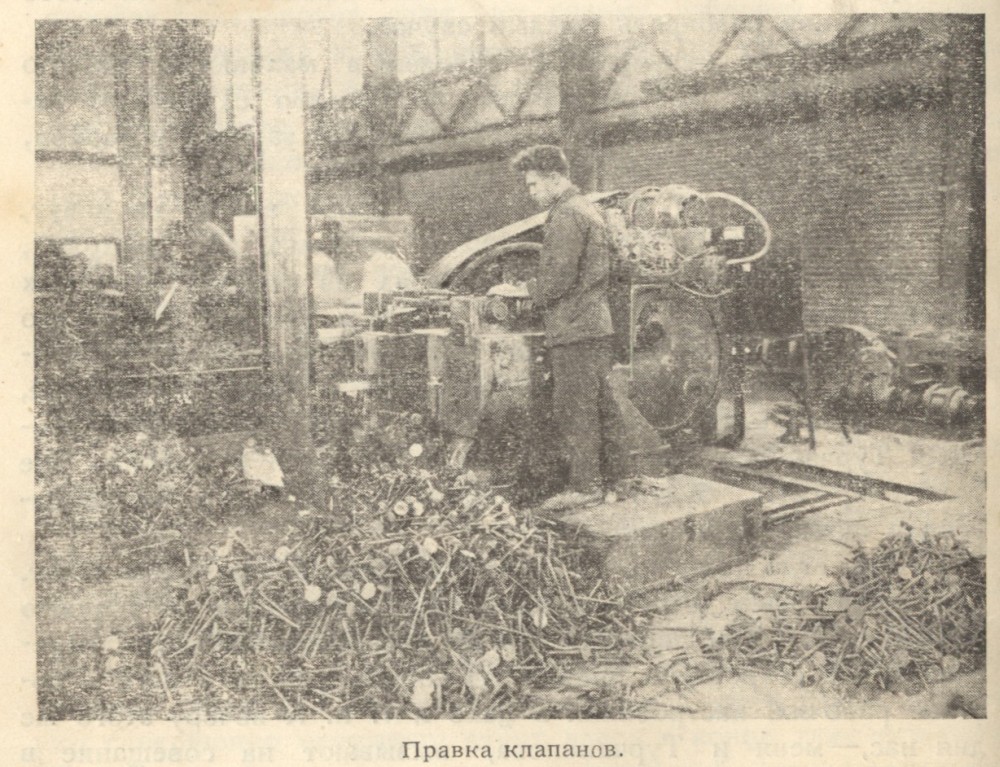
На следующий день я засаживаюсь за рассмотрение организационной схемы нашего цеха. Я стремлюсь уяснить ее себе, в каждой точке найти живого человека, написать положение о работе каждого из них, расчленить работу хотя бы грубо на составные элементы. У меня впечатление полного столпотворения.
Отправитель одновременно ведает автокарами, отправки деталей, уборкой брака и вывозкой производственных отходов. Аппарата планирования почти не существует. Есть заведующий планированием всего цеха и один мастер - распределитель. Но на расстановку людей и организацию их у мастера не остается времени. Весь день уходит у него на беготню за дефицитными, деталями.
Их и нужно-то всего несколько штук, но мы не можем изготовить иногда даже одной детали. Идет большой брак по передней оси. В течение нескольких дней мы успеваем разбить два раза подряд нижнюю цилиндровую крышку 12-тысяочного молота и безнадежно застреваем на изготовлении передней оси.
Клапан на 90 процентов идет в брак. Мы не можем правильно подобрать профиль ручьев в штампах, и американский комплект штампов не спасает нас. Он сделан неправильно, не соответствует чертежу, да и сам чертеж тоже неправилен.
По вечерам я и Исаков занимаемся экспериментами, чтобы получить годный клапан. После нескольких проб. Исаков самолично вынимает пуансон из осадочной машины, несет его в инструментально-штамповую и самолично опиливает, устраняет острые кромки, углубляет и зачищает пуансон. Затем он снова несет его на место, и мы снова продолжаем пробы.
98-я деталь должна изготовляться по проекту в двух комплектах штампов, и штампы то и дело приходится переставлять. Кроме того, штампы для 98-й детали настолько несуразны и ручьи штампов так глубоки, что в течение двух недель мы выводим штампы из строя, не успев отштамповать и нескольких сотен деталей. 98-я все время в страшнейшем дефиците.
Чтобы изготовить поворотный кулак, – деталь № 7, – приходится часто переставлять штампы: она штампуется в двух комплектах штампов. Аварии вводят и 7-ю деталь в дефицит.
Задняя полуось выходит не соответствующей чертежу то по длине, то по диаметру и доставляет нам также неимоверно много хлопот. К тому же полуосей нужно изготовлять вдвое больше, нежели других деталей, и мы никак не можем дать их в достаточном количестве. Мы срочно приступаем к перепроектированию этих основных поковок.
Турчанинов самолично вычерчивает штамп для ‚ 98-й детали с тем, чтобы штамповать ее в одном комплекте. Мы все напряженно ожидаем изготовления этого штампа. Через 10 дней штамп готов, и мы с восторгом тащим его в цех. На второй поковке штамп дает глубокую долевую трещину – мы снова у разбитого корыта.
Мы приступаем к изготовлению штампа для штамповки в одном комплекте и поворотного кулака. Относительно задней полуоси мы спорим по поводу технологического процесса.
Есть разные предложения. Одни говорят, что нужно высаживать полуось на осадочной машине, другие считают необходимым штамповать ее под молотом в 5 тысяч фунтов. В спорах рождается истина – мы останавливаемся на штамповке ее под молотом, и срочно изготовляем штамп.
Исаков возитсяс клапаном, но удовлетворительных результатов никаких не может получить.
В цехе у нас много случайностей, и все они обрушиваются на нас, как гром среди ясного дня. Однажды внезапно у нас остановилась вся кузница, оказалось, что в мазутохранилище вышел весь мазут, мы же забыли дать заявку на заливку свежего мазута.
Таких случайностей очень много. Кто должен следить за тем или иным участком работ – установить почти невозможно. Даже у меня с Турчаниновым обязанности никак не распределены, и он и я занимаемся всем и никак не можем договориться о разделении труда.
Обстоятельства дела складываются однако таким образом, что Турчанинов непрерывно занимается производством, эксплоатацией, я же начинаю вести всю подготовительную работу.
Я рассматриваю схемы, начинаю переключаться на работу по планированию, забираю к себе все вопросы, связанные с переговорами с другими цехами и заводоуправлением‚ забираю всю канцелярию и пытаюсь организовать учет с двумя молодыми работниками.
Я и Юстратов начинаем составлять графики. Я реально чувствую необходимость ведения работы по графику. Массовая, и особенно поточная, работа немыслима без графика. Мы составляем месячные графики загрузки оборудования. Дни и ночи мы сидим над ними. Никаких данных, которые должны лечь в основу графика загрузки оборудования у нас нет. Нет норм производительности труда, нет норм стойкости штампов, нет данных о простоях, нет данных о браке. Мы используем данные иностранных заводов, по моим и Юстратова записям, наводим справки у американцев, работающих в цехе, ориентируемся на показатели производительности труда по тем отрывочным очным сведениям, которые записаны нами со слов отдельных мастеров.
Наш график срывается с первого же дня. К концу месяца мы начинаем составлять новый и параллельно с месячным составляем график пятидневный. Мы рассчитываем, что пятидневный график будет более реальным, нежели месячный. Но и пятидневный у нас ломается с первых же дней.
Параллельно с предварительным мы ведем- исполнительный график, который, как оказывается, ни в малой степени не совпадает с первым. Мы производим работу впустую. Мы планируем по существу воздух, т.к. и металл, и штампы, и транспорт поступают без согласования с нашим планом.
Штамповая мастерская принадлежит не нам, а инструментальному цеху, транспорт централизован в заводском масштабе, и мы к тому же не знаем, какой и когда получим металл.
Рарпредмастер, вопреки всему, имеет свою планировку. В своей записной книжечке он отмечает условными знаками номера деталей, сколько их отштамповано и сколько нужно отштамповать. У распредмастера столько этих условных „иероглифов“, что никто кроме него не в состоянии в них разобраться. В своей книжке против обозначения каждой детали он ставит красные и синие точки. Точка, поставленная красным карандашом в верхнем углу клетки, имеет у него одно значение, красная точка внизу – другое. Синие точки имеют также особое значение. Сколько же имеется деталей распредмастер знает на память. Он знает как будто‚ где лежит каждая деталь, и кроме него никто не может сказать, что имеется в цехе.
Каждое утро я вызываю распредмастера и записываю с его слов, сколько и какие детали имеются в цехе. У нас 104 детали, и для того чтобы запомнить их, нужна недюжинная память, но память у всех нас среднего качества, и запомнить все-задача не по силам мастера. Запомнить нужно ведь не один раз, а ежедневно запоминать новые и новые цифры. Конечно. такая „система“ не может обеспечить правильного планирования и на один день.
К концу месяца мы обнаруживаем в нашем графике ряд больших „пик“ и „провалов“ некоторых деталей. Мы отштамповали на 2, 3 и даже 4 месяца вперед одних деталей, некоторые же не отштамповали почти совсем. Нужно планировать иначе. Нужно ввести распредмастеров по сменам и отделениям.
Я разбиваю кузницу на участки и ставлю молодых рабочих в распредмастера. Каждому из них мы вручаем график. График каждого участка не является громоздким и действительно в значительной мере уже может быть охвачен памятью среднего человека. Молодые ребята из числа штамповщиков живо интересуются работой. Они видят в графике что-то большое, руководящее. С интересом они занимаются изучением способов, как составлять график и находить в нем отдельные данные.
В графике указано все необходимое для работы. Перечислены детали, программа по каждой из них на месяц и по пятидневкам. В нем ежедневно отмечается, сколько отштамповано, сколько годных деталей и сколько брака, и видно, сколько нужно еще изготовить. Свой участок распредмастера уже знают значительно полнее и действительно знают места, где застряла та или иная поковка.
Если вдруг кому интересно, то 98 деталь это "цилиндрическая шестерня с фланцем"
")
Прикреплённые файлы:
История "Планеты Бурь" http://shubinpavel.ru/
11 Рабочий день в цехе. Где же склад сталей? Телеги и автокары.
Совещания при заводоуправпении.
К 7 часам утра я выхожу на завод. Еще совершенно темно. Трудно в этой темноте шагать по бездорожью, по сугробам снега, да к тому же при таком резком северном ветре, какой бывает в Сталинграде. Мороз градусов в 25. Тротуаров еще нет, – везде встречаются груды строительного мусора и ямы, засыпанные снегом. Свой американский костюм и шляпу я давно сменил на отечественную кепку и кожаную куртку. Резкий ветер жжет переносицу. У проходных заводских ворот нужно остановиться и окоченевшими пальцами шарить пропуск. Его нужно предъявлять „обязательно в развернутом виде“.
В цехе я прежде всего вызываю распредмастера Сорокина и занимаюсь с ним расшифровкой его иероглифических записей. Деталь за деталью я выписываю на большой белый лист бумаги и делаю пометки относительно более важных или вызывающих сомнение. Ознакомившись таким образом с составлением программы на сегодня, я вызываю инженера, занимающегося вопросами инструмента. И опять деталь за деталью по моему списку мы проходим все от начала до конца, и инженер на память, без всяких записей говорит о количестве штампов, о степени годности и местонахождении каждого из них. Знать все наизусть – гениально, но беда в том, что действительное положение вещей проверить абсолютно невозможно.
Штампы лежат где угодно. Специального места для хранения их в цехе нет. Покрытые пылью и грязью, они лежат в кузнице у молотов, занимая каждый свободный прогал, и даже в маленькой кладовой, где хранятся обтирочные концы, спецодежда и разный цеховой инвентарь.
В конце концов мы провели инвентаризацию всех штампов, большое количество их свезли и сложили в термической мастерской, а также и на том месте, где будет в дальнейшем установлена большая осадочная машина. Но свалка так и осталась свалкой, она стала занимать лишь меньше места.
Штампы очень тяжелы, без крана их брать нельзя, а крана в термической нет. 5-тонный мостовой электрический кран который был здесь, мы сняли и установили в инструментально-штамповой мастерской, где крана не предполагалось совершенно. А без крана в мастерской работать нельзя.
Штампы в термической мастерской сложены на гладком бетоне, – на том самом месте, где когда-то были отжигательные печи. Печи были установлены в таком количестве, какого совершенно не нужно нам. В самом начале работы мы сняли 7 отжигательных печей и продали их другим заводам.
Штампы лежат тесно уложенные в ряд, один возле другого. Чтобы взять один из них, особенно находящийся в средине, необходимо ломом переворошить чуть ли не все. Это очень неприглядная операция тяжелого ручного непроизводительного труда. Мы пробиваем брешь в сознании некоторых руководящих товарищей. Добиваемся признания, что необходимо выстроить специальное помещение для хранения дорогостоящих штампов, для проведения в порядок всего штампового хозяйства нашего цеха. Директор Мозголов принципиально согласен, но он не решается нарушить какое-то распоряжение, запрещающее пристройки к новым цехам. Технический директор не согласен принципиально, он считает склад штампов ненужной роскошью. Вместо склада готовых штампов он предлагает построить склад для стальных кубиков, из которых изготовляются штампы, и возле инструментально-штамповой роют какой-то котлован, чтобы в подвале, на 3 метра ниже поверхности земли, образовать хранилище специальной стали.
Весь мой разговор с мастером-распределителем и инженером по инструменту непрерывно прерывается рядом текущих дел. Мне приносят образцы поковок, полученные с нового комплекта штампов, детали забракованы по разным причинам, тут же врываются с сообщением о том, что погнулся шток на 12-тысячном молоте. Приходят с жалобами на недостаток транспортных средств.
Я настойчиво накручиваю ручку телефонного аппарата, аппарат трещит, я кричу на весь цех. Эта операция особенно мучительна уже по одному тому, что чувствуешь свое полное бессилие перед такой коробкой. Не добившись толку, отправляюсь лично выяснить дело, отдать нужные распоряжения. Я иду в межцеховой транспорт.
Специального помещения для хранения и ремонта автокар нет. Это тоже одна из странностей на нашем заводе. Есть помещение для лошадей, телеги хранят под закрытым навесом, ф для 28 импортных автокар, стоимостью в 3 с половиной тысячи золотых рублей каждая, помещения нет. Автокары располагаются в одном из пролетов механосборочного цеха.
Мне нужно получить еще хотя бы одну автокару. На месте я удостоверяюсь, что это безнадежное дело. Два молодца настойчиво заводят автокару, но она упорно не желает заводиться. Подождав минут 15 и убедившись, что все идет так же, как вчера, получив, так же как вчера, от дежурного всяческие заверения и обещания ‚,не задержать“, я отправляюсь на склад стали.
Это попросту громадная яма, в которой сложены штабели стали, сбрасываемой, сюда с насыпи подъездных путей. C одной стороны этой ямы находится градирня силовой станции, десятками гейзеров разбрызгивающая струи воды. Когда ветер идет со стороны градирни - туман окутывает яму. Мелкие брызги градирни летят на сталь. Металл покрыт льдом.
Листовое железо, сложенное в штабели. представляет сплошную глыбу льда. Листы оторвать один от другого невозможно‚ их уродуют ломают и повреждают края, отбивая слои льда. Так же – ломами и тонкими штангами – рабочие сбивают лед с крупных прокатных профилей, извлекают из штабеля тяжелые штанги проката и на плечах несут их к ножницам.
Ножницы находятся здесь же, в деревянном сарае. В сарае сложена маленькая кирпичная печь, возле нее греются рабочие… От холода в ножницах стынет смазка, ползун еле ходит, ножницы останавливаются по нескольку раз в день. Наблюдать в этих условиях за правильной их работой очень трудно.
Было уже несколько аварий: лопнула муфта включения, разорвало ползун, помята и самая станина. Когда ножницы выходят из строя, мы напрягаем всю нашу инициативу и изворотливость, чтобы дотянуть до окончания их ремонта. Мы режем металл на горячей пиле, совершенно не приспособленной для этой цели, рубим молотом и режем автогеном. Этими путями нам кое-как удается спасти положение.
Познакомившись с делом на складе, я вижу, что единственная автокара. работающая здесь, не может выехать на гору от ножниц, чтобы подать заготовку в цех. Мотор трещит чихает и глохнет. Рабочие попеременно заводят его. Я созываю рабочих со склада, и они подпирают автокару ломами, упираются плечами в место, где расположен мотор и при помощи дружной „дубинушки“ выталкивают автокару – эту представительницу новейшего типа внутризаводского транспорта.
Автокары не могут ездить в гору и под гору, скакать через ухабы и ямы и тянуть груз по обледенелой земле. Они уж превратились у нас в старушек и скоро совсем откажутся работать. Резиновые покрышки на колесах уже истрепались, и автокары буксуют металлическими ободьями оголившихся колес.
Совещания при заводоуправпении.
К 7 часам утра я выхожу на завод. Еще совершенно темно. Трудно в этой темноте шагать по бездорожью, по сугробам снега, да к тому же при таком резком северном ветре, какой бывает в Сталинграде. Мороз градусов в 25. Тротуаров еще нет, – везде встречаются груды строительного мусора и ямы, засыпанные снегом. Свой американский костюм и шляпу я давно сменил на отечественную кепку и кожаную куртку. Резкий ветер жжет переносицу. У проходных заводских ворот нужно остановиться и окоченевшими пальцами шарить пропуск. Его нужно предъявлять „обязательно в развернутом виде“.
В цехе я прежде всего вызываю распредмастера Сорокина и занимаюсь с ним расшифровкой его иероглифических записей. Деталь за деталью я выписываю на большой белый лист бумаги и делаю пометки относительно более важных или вызывающих сомнение. Ознакомившись таким образом с составлением программы на сегодня, я вызываю инженера, занимающегося вопросами инструмента. И опять деталь за деталью по моему списку мы проходим все от начала до конца, и инженер на память, без всяких записей говорит о количестве штампов, о степени годности и местонахождении каждого из них. Знать все наизусть – гениально, но беда в том, что действительное положение вещей проверить абсолютно невозможно.
Штампы лежат где угодно. Специального места для хранения их в цехе нет. Покрытые пылью и грязью, они лежат в кузнице у молотов, занимая каждый свободный прогал, и даже в маленькой кладовой, где хранятся обтирочные концы, спецодежда и разный цеховой инвентарь.
В конце концов мы провели инвентаризацию всех штампов, большое количество их свезли и сложили в термической мастерской, а также и на том месте, где будет в дальнейшем установлена большая осадочная машина. Но свалка так и осталась свалкой, она стала занимать лишь меньше места.
Штампы очень тяжелы, без крана их брать нельзя, а крана в термической нет. 5-тонный мостовой электрический кран который был здесь, мы сняли и установили в инструментально-штамповой мастерской, где крана не предполагалось совершенно. А без крана в мастерской работать нельзя.
Штампы в термической мастерской сложены на гладком бетоне, – на том самом месте, где когда-то были отжигательные печи. Печи были установлены в таком количестве, какого совершенно не нужно нам. В самом начале работы мы сняли 7 отжигательных печей и продали их другим заводам.
Штампы лежат тесно уложенные в ряд, один возле другого. Чтобы взять один из них, особенно находящийся в средине, необходимо ломом переворошить чуть ли не все. Это очень неприглядная операция тяжелого ручного непроизводительного труда. Мы пробиваем брешь в сознании некоторых руководящих товарищей. Добиваемся признания, что необходимо выстроить специальное помещение для хранения дорогостоящих штампов, для проведения в порядок всего штампового хозяйства нашего цеха. Директор Мозголов принципиально согласен, но он не решается нарушить какое-то распоряжение, запрещающее пристройки к новым цехам. Технический директор не согласен принципиально, он считает склад штампов ненужной роскошью. Вместо склада готовых штампов он предлагает построить склад для стальных кубиков, из которых изготовляются штампы, и возле инструментально-штамповой роют какой-то котлован, чтобы в подвале, на 3 метра ниже поверхности земли, образовать хранилище специальной стали.
Весь мой разговор с мастером-распределителем и инженером по инструменту непрерывно прерывается рядом текущих дел. Мне приносят образцы поковок, полученные с нового комплекта штампов, детали забракованы по разным причинам, тут же врываются с сообщением о том, что погнулся шток на 12-тысячном молоте. Приходят с жалобами на недостаток транспортных средств.
Я настойчиво накручиваю ручку телефонного аппарата, аппарат трещит, я кричу на весь цех. Эта операция особенно мучительна уже по одному тому, что чувствуешь свое полное бессилие перед такой коробкой. Не добившись толку, отправляюсь лично выяснить дело, отдать нужные распоряжения. Я иду в межцеховой транспорт.
Специального помещения для хранения и ремонта автокар нет. Это тоже одна из странностей на нашем заводе. Есть помещение для лошадей, телеги хранят под закрытым навесом, ф для 28 импортных автокар, стоимостью в 3 с половиной тысячи золотых рублей каждая, помещения нет. Автокары располагаются в одном из пролетов механосборочного цеха.
Мне нужно получить еще хотя бы одну автокару. На месте я удостоверяюсь, что это безнадежное дело. Два молодца настойчиво заводят автокару, но она упорно не желает заводиться. Подождав минут 15 и убедившись, что все идет так же, как вчера, получив, так же как вчера, от дежурного всяческие заверения и обещания ‚,не задержать“, я отправляюсь на склад стали.
Это попросту громадная яма, в которой сложены штабели стали, сбрасываемой, сюда с насыпи подъездных путей. C одной стороны этой ямы находится градирня силовой станции, десятками гейзеров разбрызгивающая струи воды. Когда ветер идет со стороны градирни - туман окутывает яму. Мелкие брызги градирни летят на сталь. Металл покрыт льдом.
Листовое железо, сложенное в штабели. представляет сплошную глыбу льда. Листы оторвать один от другого невозможно‚ их уродуют ломают и повреждают края, отбивая слои льда. Так же – ломами и тонкими штангами – рабочие сбивают лед с крупных прокатных профилей, извлекают из штабеля тяжелые штанги проката и на плечах несут их к ножницам.
Ножницы находятся здесь же, в деревянном сарае. В сарае сложена маленькая кирпичная печь, возле нее греются рабочие… От холода в ножницах стынет смазка, ползун еле ходит, ножницы останавливаются по нескольку раз в день. Наблюдать в этих условиях за правильной их работой очень трудно.
Было уже несколько аварий: лопнула муфта включения, разорвало ползун, помята и самая станина. Когда ножницы выходят из строя, мы напрягаем всю нашу инициативу и изворотливость, чтобы дотянуть до окончания их ремонта. Мы режем металл на горячей пиле, совершенно не приспособленной для этой цели, рубим молотом и режем автогеном. Этими путями нам кое-как удается спасти положение.
Познакомившись с делом на складе, я вижу, что единственная автокара. работающая здесь, не может выехать на гору от ножниц, чтобы подать заготовку в цех. Мотор трещит чихает и глохнет. Рабочие попеременно заводят его. Я созываю рабочих со склада, и они подпирают автокару ломами, упираются плечами в место, где расположен мотор и при помощи дружной „дубинушки“ выталкивают автокару – эту представительницу новейшего типа внутризаводского транспорта.
Автокары не могут ездить в гору и под гору, скакать через ухабы и ямы и тянуть груз по обледенелой земле. Они уж превратились у нас в старушек и скоро совсем откажутся работать. Резиновые покрышки на колесах уже истрепались, и автокары буксуют металлическими ободьями оголившихся колес.
История "Планеты Бурь" http://shubinpavel.ru/
Я иду в цех, чтобы посмотреть на аварию, происшедшую с 12-тысячным молотом – шток погнулся, и ‚‚баба“ застряла наверху в параллелях. Это у нас происходит уже не первый раз. Это происходит оттого, что штамп коленчатого вала запроектирован неправильно, порезка ручья снесена с центра штока и эксцентриситет, получающийся в момент удара, изгибает шток. Нужно немедленно заняться переконструированием этого штампа.
В цехе меня перехватывает то один, то другой мастер с различными жалобами. Целая куча дел захлестывает меня. Мастер жалуется на механика цеха, т. к. из-за отсутствия болтов, скрепляющих клинья станины, молота наладить нельзя, и не проходит и часа, как молот разлаживается. Это заставляет наладчика непрерывно дежурить около молота.
Полчаса тому назад произошел тяжелый несчастный случай. Новый штамповщик положил между штампами пластинку холодного металла, положил ее очень близко к краю, во время удара она вылетела из штампа` и повредила ему живот.
Я едва выбираюсь из цеха и иду в контору. Нужно еще написать несколько деловых писем, подготовиться к вечернему совещанию. В конторе меня немедленно окружают. Тесная комната наполняется мастерами, американцами, рабочими и посетителями из других цехов. Они обступают мой стол, ложатся на него животом, сидят на углах‚ и каждый стремится быстрее „провернуть“ свой вопрос.
С большим трудом мне удается освободиться от всех, и я начинаю готовиться к совещанию. В записную книжку я вписываю наиболее дефицитные детали и отмечаю причины, вызвавшие дефицит. Я выписываю, сколько металла получено на каждую из деталей, сколько нужно, сколько штампов налицо.
Подробнейшим образом просматриваю график „Ганта“, в котором указано все необходимое о выполнении программы. Отдельно записываю, что требуется веду производственного задания на 100 процентов и направляюсь на совещание в заводоуправление.
Такие совещания созываются у нас каждую пятидневку. С чувством большой неохоты‚ идет каждый из нас на эти совещания.
Директорская комната набита доотказа. Здесь все начальники цехов, их помощники, заведующие отделами заводоуправления и представители всех общественных организаций. Совещания стали стандартными. Они начинаются докладом заведующего производственным отделом заводоуправления и заключением директора, затем идут доклады начальников цехов, затем высказывания. Тов. Иоанесянц докладывает, что за пятидневку собрано столько-то тракторов, что в заготовительных цехах недостаток таких-то деталей, требовалось столько-то, дано столько-то, что заводу попрежнему нехватает автокар, плохо обстоит дело с обеспечением механо-сборочного цеха нормальными, наждачными камнями, прокладками. Форма доклада уже установилась, меняются только цифры.
После Иоанесянца делаю доклад я. Я перечисляю почти всю сотню деталей, изготовляемых в цехе, подробно останавливаюсь на некоторых из них, рассказываю, в каком состоянии изготовление штампов, наладка, брак, нормы. Каждый раз, из пятидневки в пятидневку, я сообщаю об основных бедах кузнечного цеха. Нет мощных ножниц для резки крупных профилей металла на коленчатый вал, заднюю полуось и крупные шестерни. Нет склада штампов, и транспорт не справляется с работой, строительство склада не подвинулось ни на шаг.
После меня говорит начальник литейного цеха т. Богданов. Он, так же как и я перечисляет чуть ли не каждую деталь в отдельности и неизменно заключает заявлением о том, что давление воздуха очень низко, нет автокар в шишельном отделении, нехватает опок.
Затем выступает начальник механо-сборочного цеха т. Симонов. Он говорит об отсутствии поковок и литья. Рама идет твердая, коленчатый вал кривой, нет нормалей. Гросс (инструментальный цех) не изготовляет инструментов.
Сначала эти совещания проходили довольно мирно, но на одном из таких совещаний технический директор А. сказал, обращаясь ко всем:
– Предъявляйте друг другу требования.
Он неоднократно делал упор на этом, каждый раз заставляя „предъявлять требования“. В конце концов это „предъявление требований“ хорошо привилось. Когда я говорю, я уже заранее вижу озлобленное лицо начальника отдела снабжения Черенкова. Он готов съесть меня глазами за перечисление дефицитных металлов. Я знаю, что по окончании моего выступления он со всей силой обрушится на меня с заявлением о том, что металла достаточно, что регулярно от кузнечного цеха запаздывают заявки и т.д. и т. п.
Литейный цех обрушивается на силовую за недостаток воздуха. Начальник силовой решительно утверждает, что расходуется воздух в литейном цехе исключительно безобразно – воздухопровод имеет неплотные соединения, воздух свищет сквозь все щели, и рабочие обдувают воздухом себя и рабочие места. При этих условиях никогда, дескать, Нехватит никакой силовой.
Мы, начальники цехов, все вместе обрушиваемся на главного механика, обвиняя его в пассивности. Зам. главного механика т. Сергеев начинает нас ругать и доказывать всем, что начальники цехов чуть ли не заинтересованы в поломке оборудования. И пошла катавасия...
Свалка подобного рода затягивалась обыкновенно часов до 12 ночи и позже. Одной из причин, породивших эти свалки, было бесспорно то, что в организационной схеме завода произошли существенные изменения. Цеховые механики не подчинялись больше начальникам цехов, они 'были переданы в ведение главного механика. Инструментально-штамповая мастерская была совершенно отторгнута от начальника кузнечного цеха и принадлежала отделу подготовки производства, куда и перешел работать Турчанинов в качестве заведующего кузнечной секции. Этот отдел должен был заниматься проектированием и конструированием штамповых приспособлений и всего инструмента, намечать технологический процесс, проводить испытания и преподносить кузнечному цеху испытанные штампы в готовом виде.
Межцеховой транспорт находился в ведении транспортного отдела ‚и ни в какой мере не подчинялся цеху. ‚‚Объективных причин“ для цехов прибавилось довольно много. Споры происходили не только на совещаниях при заводоуправлении, но также и в цехах. Спорили между собой все подсобные‚ обслуживающие и основные цехи. В конце выступлений на совещаниях брал заключительное слово главный инженер, который отмечал „мощные пики“ по отдельным деталям, изготовляемым кузнечным цехом. ‚Эти ‚,пики", – говорил он – свидетельствуют о мощи всей кузницы. Лапин выражал недовольство литейным цехом, который не дает ковкого чугуна и каждый раз дает различные сведения относительно пропускной способности отжигательной печи для ковкого чугуна.
Директор завода повторял почти одно и тоже на каждом совещании. Он говорил о том, что„в кузнице громадные заусенцы и большие припуска, что в литейном полная неразбериха и никто ничего не может сказать о ковком чугуне. Главному механику на совещании отдавалась куча самых разнообразных поручений.
Чего только ни делал в то время главный механик. Он получал распоряжение построить деревянный навес для ножниц на складе, исправить железнодорожные пути, срочно установить вновь прибывшее оборудование, отеплить цехи, поставить вентиляторы и т. д. и т. п. Не было такого дела, которое не поручалось бы главному механику.
Заседание заканчивалось, когда все были утомлены, когда комната была совершенно заполнена клубами сизого дыма. Всех разбирала досада. Все расходились‚ для того чтобы зайти в цех и посмотреть, что происходит на месте в действительности. Домой приходили под утро с тем, чтобы на следующий день снова начала повторяться картина прошедшего дня.
Итог на конец 1930 года. СТЗ выпустил за этот год 1002 трактора. Причем, подавляющее число в период с сентября по декабрь.
В цехе меня перехватывает то один, то другой мастер с различными жалобами. Целая куча дел захлестывает меня. Мастер жалуется на механика цеха, т. к. из-за отсутствия болтов, скрепляющих клинья станины, молота наладить нельзя, и не проходит и часа, как молот разлаживается. Это заставляет наладчика непрерывно дежурить около молота.
Полчаса тому назад произошел тяжелый несчастный случай. Новый штамповщик положил между штампами пластинку холодного металла, положил ее очень близко к краю, во время удара она вылетела из штампа` и повредила ему живот.
Я едва выбираюсь из цеха и иду в контору. Нужно еще написать несколько деловых писем, подготовиться к вечернему совещанию. В конторе меня немедленно окружают. Тесная комната наполняется мастерами, американцами, рабочими и посетителями из других цехов. Они обступают мой стол, ложатся на него животом, сидят на углах‚ и каждый стремится быстрее „провернуть“ свой вопрос.
С большим трудом мне удается освободиться от всех, и я начинаю готовиться к совещанию. В записную книжку я вписываю наиболее дефицитные детали и отмечаю причины, вызвавшие дефицит. Я выписываю, сколько металла получено на каждую из деталей, сколько нужно, сколько штампов налицо.
Подробнейшим образом просматриваю график „Ганта“, в котором указано все необходимое о выполнении программы. Отдельно записываю, что требуется веду производственного задания на 100 процентов и направляюсь на совещание в заводоуправление.
Такие совещания созываются у нас каждую пятидневку. С чувством большой неохоты‚ идет каждый из нас на эти совещания.
Директорская комната набита доотказа. Здесь все начальники цехов, их помощники, заведующие отделами заводоуправления и представители всех общественных организаций. Совещания стали стандартными. Они начинаются докладом заведующего производственным отделом заводоуправления и заключением директора, затем идут доклады начальников цехов, затем высказывания. Тов. Иоанесянц докладывает, что за пятидневку собрано столько-то тракторов, что в заготовительных цехах недостаток таких-то деталей, требовалось столько-то, дано столько-то, что заводу попрежнему нехватает автокар, плохо обстоит дело с обеспечением механо-сборочного цеха нормальными, наждачными камнями, прокладками. Форма доклада уже установилась, меняются только цифры.
После Иоанесянца делаю доклад я. Я перечисляю почти всю сотню деталей, изготовляемых в цехе, подробно останавливаюсь на некоторых из них, рассказываю, в каком состоянии изготовление штампов, наладка, брак, нормы. Каждый раз, из пятидневки в пятидневку, я сообщаю об основных бедах кузнечного цеха. Нет мощных ножниц для резки крупных профилей металла на коленчатый вал, заднюю полуось и крупные шестерни. Нет склада штампов, и транспорт не справляется с работой, строительство склада не подвинулось ни на шаг.
После меня говорит начальник литейного цеха т. Богданов. Он, так же как и я перечисляет чуть ли не каждую деталь в отдельности и неизменно заключает заявлением о том, что давление воздуха очень низко, нет автокар в шишельном отделении, нехватает опок.
Затем выступает начальник механо-сборочного цеха т. Симонов. Он говорит об отсутствии поковок и литья. Рама идет твердая, коленчатый вал кривой, нет нормалей. Гросс (инструментальный цех) не изготовляет инструментов.
Сначала эти совещания проходили довольно мирно, но на одном из таких совещаний технический директор А. сказал, обращаясь ко всем:
– Предъявляйте друг другу требования.
Он неоднократно делал упор на этом, каждый раз заставляя „предъявлять требования“. В конце концов это „предъявление требований“ хорошо привилось. Когда я говорю, я уже заранее вижу озлобленное лицо начальника отдела снабжения Черенкова. Он готов съесть меня глазами за перечисление дефицитных металлов. Я знаю, что по окончании моего выступления он со всей силой обрушится на меня с заявлением о том, что металла достаточно, что регулярно от кузнечного цеха запаздывают заявки и т.д. и т. п.
Литейный цех обрушивается на силовую за недостаток воздуха. Начальник силовой решительно утверждает, что расходуется воздух в литейном цехе исключительно безобразно – воздухопровод имеет неплотные соединения, воздух свищет сквозь все щели, и рабочие обдувают воздухом себя и рабочие места. При этих условиях никогда, дескать, Нехватит никакой силовой.
Мы, начальники цехов, все вместе обрушиваемся на главного механика, обвиняя его в пассивности. Зам. главного механика т. Сергеев начинает нас ругать и доказывать всем, что начальники цехов чуть ли не заинтересованы в поломке оборудования. И пошла катавасия...
Свалка подобного рода затягивалась обыкновенно часов до 12 ночи и позже. Одной из причин, породивших эти свалки, было бесспорно то, что в организационной схеме завода произошли существенные изменения. Цеховые механики не подчинялись больше начальникам цехов, они 'были переданы в ведение главного механика. Инструментально-штамповая мастерская была совершенно отторгнута от начальника кузнечного цеха и принадлежала отделу подготовки производства, куда и перешел работать Турчанинов в качестве заведующего кузнечной секции. Этот отдел должен был заниматься проектированием и конструированием штамповых приспособлений и всего инструмента, намечать технологический процесс, проводить испытания и преподносить кузнечному цеху испытанные штампы в готовом виде.
Межцеховой транспорт находился в ведении транспортного отдела ‚и ни в какой мере не подчинялся цеху. ‚‚Объективных причин“ для цехов прибавилось довольно много. Споры происходили не только на совещаниях при заводоуправлении, но также и в цехах. Спорили между собой все подсобные‚ обслуживающие и основные цехи. В конце выступлений на совещаниях брал заключительное слово главный инженер, который отмечал „мощные пики“ по отдельным деталям, изготовляемым кузнечным цехом. ‚Эти ‚,пики", – говорил он – свидетельствуют о мощи всей кузницы. Лапин выражал недовольство литейным цехом, который не дает ковкого чугуна и каждый раз дает различные сведения относительно пропускной способности отжигательной печи для ковкого чугуна.
Директор завода повторял почти одно и тоже на каждом совещании. Он говорил о том, что„в кузнице громадные заусенцы и большие припуска, что в литейном полная неразбериха и никто ничего не может сказать о ковком чугуне. Главному механику на совещании отдавалась куча самых разнообразных поручений.
Чего только ни делал в то время главный механик. Он получал распоряжение построить деревянный навес для ножниц на складе, исправить железнодорожные пути, срочно установить вновь прибывшее оборудование, отеплить цехи, поставить вентиляторы и т. д. и т. п. Не было такого дела, которое не поручалось бы главному механику.
Заседание заканчивалось, когда все были утомлены, когда комната была совершенно заполнена клубами сизого дыма. Всех разбирала досада. Все расходились‚ для того чтобы зайти в цех и посмотреть, что происходит на месте в действительности. Домой приходили под утро с тем, чтобы на следующий день снова начала повторяться картина прошедшего дня.
Итог на конец 1930 года. СТЗ выпустил за этот год 1002 трактора. Причем, подавляющее число в период с сентября по декабрь.
Прикреплённые файлы:

История "Планеты Бурь" http://shubinpavel.ru/
Это сообщение редактировалось 25.12.2015 в 09:46
12 Цех замерзает. Начальники Цеха. Американцы. Как мы добились выполнения проектных норм.
Зима принесла нам много неприятностей. Цех замерзает. Мы оказались совершенно неподготовленными к сталинградской зиме. Водопроводные трубы лопаются в траншеях, траншеи заливает водой, и лед покрывает всю находящуюся в них систему трубопроводов. Трубопроводы не отеплены.
Каждый день вода замерзает в ответвлениях трубочек, подводящих веду к штампам аяксов. Штампы нагреваются острые кромки садятся, застревают поковки. Приходится выбивать поковки и ремонтировать штампы.
Стынет парафинистый мазут, сгущающийся уже при температуре ниже+32°С. Печи отказываются работать, форсунки выплевывают сгустки мазута, воды и пара, происходят часто взрывы, иногда даже разрушающие отдельные части печи.
Утро начинается с того, что растопщики печей и нагревальщики поднимают железные листы, закрывающие траншеи, и разогревают мазут длинными кусками докрасна нагретого уголкового железа. По всему цеху идет смрад и дым. Печи долго чадя не разжигаются. Правильная их работа начинается не раньше обеда.
Когда железные листы сняты с траншей, создается впечатление полного разрушения цеха. Рабочие растаскивают лист ставят их у печей, чтобы предохранить себя от выбивающегося пламени. Листы кладут у молотов, чтобы скатывать по ним поковки, прикрывают листами узкие каналы у печи, чтобы удобно было ходить.
Траншеи же зияют по всему цехи обнаженными водами. Все трубы открыты, все они начинают мерзнуть еще быстрее. Трубопроводы и вентили повреждаются падающими на них поковками. Траншеи наполняются водой, грязью и мазутом. Борьбу с этим вести почти невозможно.
Нижняя часть стен кузнечного корпуса закрыта железными рифлеными шторами. В теплое время эти шторы поднимаются кверху и сворачиваются в рулон. Летом нижняя часть цеха совершенно открыта, но зимой железные шторы не спасают от холода. С внутренней стороны они покрываются инеем, который тает, и по шторам струйками бежит вода.
Некоторые шторы закрыть совершенно нельзя, так как иначе неоткуда будет подавать в цех заготовки. Через открытые шторы метет снег, дуют сильнейшие сквозники.
В термической мастерской снег ложится возле работающих печей, пирометры, находящиеся у одной из стен мастерской, стынут, капризничают, выходят из строя.
Температура закалочной воды опускается слишком низко, и калка дает совершенно не те результаты, которые требуются.
В травильном отделении клубы пара, идущие из чанов серной кислоты и теплой воды, заволакивают помещение настолько, что на расстоянии двух шагов уже ничего нельзя видеть. В инструментально-штамповой рабочие-инструментальщики не в состоянии работать. Железобетонное здание инструментально-штамповой имеет высоту в 14 метров, и, за исключением низкого полутораметрового цоколя, все сплошь состоит из стекла. Рамы одинарные. В месте соединения инструментально-штамповой и термической мастерских нет никакой стены, и инструментально-щтамповая, так же как и термическая, наполняется испарениями серной кислоты и пара. За холодными металлическими разметочными плитами работать совершенно нельзя. У разметчиков коченеют пальцы. разметчики не могут достигать правильных, точных размеров. Станочники в таком же положении.
Турчанинов занят тысячью дел. В последнее время он пропадает в библиотеке технического архива, в отделах заводоуправления. У него масса новых поручений. Он занят проектированием ремонтной кузницы. Ему же поручено проектирование пружинного отделения. Главный металлург Щитов поручил ему также произвести расчет вагранок литейного цеха.
К вагранкам Турчанинов не имеет уже никакого отношения, но Щитов поручил ему эту работу, потому что, как говорил Турчанинов, когда-то, при защите студенческого дипломного проекта, он рассчитывал доменную печь. И хотя доменная печь и вагранка далеко не одно и то же, но, мол-де, вещи родственные. На него можно валить все, и поэтому Щитов нагрузил его и этой дополнительной работой. В цехе Турчанинов бывает все меньше и меньше, и вскоре его совершенно забирают в отдел подготовки производства. Вместо него приходит новый начальник из Гипромаша – Соколов.
Соколов приехал сюда ненадолго, он рассчитывает пробыть здесь не больше двух месяцев. Он не интересуется работой конструкторского бюро‚ его не занимают вопросы организационной схемы, ему не нужны квартальные и, полугодовые заявки, и всю свою работу он сводит к работе сегодняшнего дня. С самого утра он направляется в кузницу и, не присаживаясь ни на минуту, «гоняет» из конца в конец. Он смотрит за тем, чтобы печи были растоплены, чтобы штампы были подвезены, рабочие были своевременно переброшены на наиболее важные участки, и заходит в контору, только чтобы справиться, какие детали сейчас в дефиците.
Соколов является непременным членом бриза при цехе и каждый день рассматривает рабочие предложения. На всех без исключения предложениях он пишет ‚,согласен“, „передать в заводской бриз для разработки“. Как видно, он и не просматривал этих предложений. Значительно позже, после его отъезда, в цех стали возвращаться разработанные заводским бризом предложения. Каких только нелепостей не было в них…
98-я деталь продолжает оставаться в дефиците, и Соколов поручает спроектировать штампы для изготовления этой детали на осадочной машине „Аякс 5“. Срочно изготовляется чертеж, срочно изготовляются штампы, и когда этот дорогостоящий штамп почти готов, Турчанинов производит подсчет мощности „Аякса“. Мощность безусловно недостаточна, „Аякс“ может выйти из строя. Турчанинов подает об этом докладную записку и почти готовый штамп выбрасывается из мастерской.
В этот период мы изготовляем за семичасовую рабочую смену 20-25 коленчатых валов, передних осей столько же, венцов диференциала успеваем нарубить всего 15 тук и т. п. Проектная норма значительно выше – коленчатых валов и передних осей нужно изготовить за семичасовой рабочий день по 105 штук.
Тов. Есин, работающий на раскате венца диференциала, просит перевести его на коленчатый вал. Это хорошо, когда человек нашел интересующую его работу и стремится перейти на нее. Это в значительной мере гарантирует успех работы. Я с удовольствием перевожу Есина на молот, изготовляющий коленчатый вал.
Есин поступает в обучение к американцу Гартману. Гартман не производит впечатления кузнеца – широкий, толстый, в роговых очках, с черной эспаньолкой, он скорее похож на врача или банкира. Эспаньолку он вырастил здесь в России и очевидно, считает, что в России нужно ходить с бородой. Он шумлив, энергичен, подвижен. К молоту никого не пускает. Кричит на ремонтников, на бригадира, на рабочих, жестикулирует и все время в движении.
До сего времени он и его сменщик американец Бартер, не менее толстый, чем Гартман, стояли за молотом и изготовляли коленчатые валы. Но вот уже несколько дней, как они заняты обучением рабочих и сами штампуют только для показа. Есин внимательно перенимает каждое движение.
Баргер добродушен‚ всегда смеется. Он крупного сложения. По происхождению индеец, хотя ничего индейского у него уже нет. Он выглядит настоящим американцем. Вместо жевательного табака он закладывает за губу нюхательный табак, смешанный с махоркой. Баргер спокоен, движется значительно меньше Гартмана и только время от времени подходит к рабочему, чтобы исправить его работу. Он очень добросовестно следит за каждым движением рабочих из своей бригады.
Американец Бургойн – совсем другой человек. Высокий обрюзглый, он любит посидеть иногда без дела. Он очень исполнителен, добросовестен, но он привык безспрерывно находиться под наблюдением. А у нас наблюдения не вполне достаточно, и Бургейн пользуется этим. Но он хороший работник умеет изготовлять почти все виды поковок.
Лук, работает в легкой кузнице, неимоверно суетлив, всегда недоволен, всегда куча самых разнообразных предложений исходит от него, он всегда прибегает ко мне в контору или хватает меня в цехе и начинает быстро-быстро кричать мне на ухо свои претензии. У него брызжет слюна, он заплевывает мне всю щеку, я стремлюсь как-нибудь отвернуться от него, мне кажется, что я заплеван весь. Он тоже жует табак, но вместо нюхательного просто откусывает куски сигары.
Блейклок работает в инструментально-штамповой. Это один из лучших работников, он действительно доподлинно знает дело. Он хорошо разбирается в чертежах, хорошо знает кузницу и механизмы по изготовлению штампов. У него большой опыт в проектировании самых разнообразных поковок. лицо у него оранжево-красного цвета, большие отвислые уши, громадный нос. Он напоминает индюка. Он и лопочет так быстро, что никто из американцев не может понять его с первого раза.
Есть три человека из всех 17 работающих у нас американцев, которые образцово знают дело, к ним относятся: Блейклок, хорошо знающий конструкцию штампов. Приде – хорошо знакомый с нормами выработки и Болл – умеющий штамповать все без исключения детали. Они собственно и должны составить костяк специалистов кузнечного цеха. Все остальные американцы нужны будут нам недолго. Мы постепенно снимаем их с оперативной работы и ставим в качестве инструкторов. Постепенно у нас вырастают свои люди‚ умеющие штамповать детали.
Кроме своих рабочих, мы обучаем не менее 30 процентов штамповщиков для ХТЗ. В ближайшее время нам должны прислать для обучения рабочих с Автостроя и завода АМО. Это сильно мешает делу обучения собственных кадров. Мы вынуждены непрерывно переставлять рабочих Харьковского завода с одного механизма на другой, чтобы познакомить их с различными видами поковок.
Коленчатый вал сильно беспокоит нас – штамп держится в молоте – плохо, его все время сбивает на сторону. Облой получается неровный – рифленый. Это происходит оттого, что штамп запроектирован неверно. Мы срочно начинаем проектировать новый штамп.
Начальник инструментально-штамповой Волков говорит, что для изготовления штампа нужно 400 часов. С большими опасениями приступили мы к изготовлению первого такого штампа и под руководством Блейклока и Приде штампы изготовили в 280 часов. Позже мы снизили эту норму еще больше и добились изготовления штампа для коленчатого вала в 160 часов.
Назначаем премию за повышение нормы штамповки коленчатых валов. Нам нужно изготовлять 35 коленчатых валов. Есин каждый день все лучше и лучше осваивается с техникой штамповки. Он уже держится у молота как настоящий кузнец, и через две недели получает первую премию за изготовление 36 коленчатых валов в рабочую смену.
Тогда мы назначаем новую премию – за 50 коленчатых валов в смену, Есин намерен получить и ее.
Он уже штампует по-настоящему. Центр тяжести он перелагает на других. Трое рабочих подают раскаленную болванку к молоту. Придерживая болванку клещами вместе с подручным Есин правой ногой нажимает педаль молота. Легким ударом он оттягивает конец квадратной заготовки. Подручный проталкивает заготовку в штамп, и Есин показывает подручному в каком месте ее остановить. Раз – Есин делает легкий удар по заготовительному ручью. Два – три – тяжелые удары изгибают заготовку коленчатого вала, Есин поворачивает изогнутую червяком заготовку и кладет ее в окончательный ручей. Подручный обдувает паром из шланга ручей штампа от окалины. Еще один легкий удар – Есин вынимает заготовку из штампа. Подручный быстро обдувает ее паром. Два, три, четыре – сыплются тяжелые сильные удары по заготовке. Восемь ударов – Есин выдергивает заготовку из штампа.
Сейчас заготовка представляет собой широкую ветвь какого-то фантастического растения. Подручный и двое рабочих подхватывают ее клещами и на руках несут под обрезной пресс. Заготовка обрезана и возвращается снова на молот. Три сильных удара в окончательном ручье, и на валу снова узкой полоской выступает облой. Вал снова несут на обрезку.
После обрезки его опять кладут в окончательный ручей, и одним совсем легким ударом окончательно правится горячий вал. Его несут на стеллаж, а Есин уже ухватил за рычаг подъемную дверку печи и командует подручному – вытягивать из печи новую заготовку.
В январе 1931 было произведено 705 тракторов, в феврале 560. Кроме всего прочего в конце февраля появляется новая проблема. Заканчиваются закупленные в США карбюраторы. А карбюраторы ленинградского завода "Знамя труда" оказываются полностью непригодными.
Проблемы СТЗ становятся общенациональными и выплескиваются на страницы газет и журналов. Причем статьи становятся все более и более злыми. Примером может служить, например, эта письмо в Правде
Сорвалась программа в январе, вы дали вместо тысячи тракторов — 750. Сорвалась февральская программа, дали меньше, чем в январе. Сорвалась мартовская, дали опять меньше, чем в январе. А апрель, как известно, тоже не предвещает ничего хорошего. Более двух тысяч тракторов недодали стране за первые 3 месяца.
Само письмо здесь: Ъ-Власть - "Процент брака по отношению к годным деталям доходил до 250"
Зима принесла нам много неприятностей. Цех замерзает. Мы оказались совершенно неподготовленными к сталинградской зиме. Водопроводные трубы лопаются в траншеях, траншеи заливает водой, и лед покрывает всю находящуюся в них систему трубопроводов. Трубопроводы не отеплены.
Каждый день вода замерзает в ответвлениях трубочек, подводящих веду к штампам аяксов. Штампы нагреваются острые кромки садятся, застревают поковки. Приходится выбивать поковки и ремонтировать штампы.
Стынет парафинистый мазут, сгущающийся уже при температуре ниже+32°С. Печи отказываются работать, форсунки выплевывают сгустки мазута, воды и пара, происходят часто взрывы, иногда даже разрушающие отдельные части печи.
Утро начинается с того, что растопщики печей и нагревальщики поднимают железные листы, закрывающие траншеи, и разогревают мазут длинными кусками докрасна нагретого уголкового железа. По всему цеху идет смрад и дым. Печи долго чадя не разжигаются. Правильная их работа начинается не раньше обеда.
Когда железные листы сняты с траншей, создается впечатление полного разрушения цеха. Рабочие растаскивают лист ставят их у печей, чтобы предохранить себя от выбивающегося пламени. Листы кладут у молотов, чтобы скатывать по ним поковки, прикрывают листами узкие каналы у печи, чтобы удобно было ходить.
Траншеи же зияют по всему цехи обнаженными водами. Все трубы открыты, все они начинают мерзнуть еще быстрее. Трубопроводы и вентили повреждаются падающими на них поковками. Траншеи наполняются водой, грязью и мазутом. Борьбу с этим вести почти невозможно.
Нижняя часть стен кузнечного корпуса закрыта железными рифлеными шторами. В теплое время эти шторы поднимаются кверху и сворачиваются в рулон. Летом нижняя часть цеха совершенно открыта, но зимой железные шторы не спасают от холода. С внутренней стороны они покрываются инеем, который тает, и по шторам струйками бежит вода.
Некоторые шторы закрыть совершенно нельзя, так как иначе неоткуда будет подавать в цех заготовки. Через открытые шторы метет снег, дуют сильнейшие сквозники.
В термической мастерской снег ложится возле работающих печей, пирометры, находящиеся у одной из стен мастерской, стынут, капризничают, выходят из строя.
Температура закалочной воды опускается слишком низко, и калка дает совершенно не те результаты, которые требуются.
В травильном отделении клубы пара, идущие из чанов серной кислоты и теплой воды, заволакивают помещение настолько, что на расстоянии двух шагов уже ничего нельзя видеть. В инструментально-штамповой рабочие-инструментальщики не в состоянии работать. Железобетонное здание инструментально-штамповой имеет высоту в 14 метров, и, за исключением низкого полутораметрового цоколя, все сплошь состоит из стекла. Рамы одинарные. В месте соединения инструментально-штамповой и термической мастерских нет никакой стены, и инструментально-щтамповая, так же как и термическая, наполняется испарениями серной кислоты и пара. За холодными металлическими разметочными плитами работать совершенно нельзя. У разметчиков коченеют пальцы. разметчики не могут достигать правильных, точных размеров. Станочники в таком же положении.
Турчанинов занят тысячью дел. В последнее время он пропадает в библиотеке технического архива, в отделах заводоуправления. У него масса новых поручений. Он занят проектированием ремонтной кузницы. Ему же поручено проектирование пружинного отделения. Главный металлург Щитов поручил ему также произвести расчет вагранок литейного цеха.
К вагранкам Турчанинов не имеет уже никакого отношения, но Щитов поручил ему эту работу, потому что, как говорил Турчанинов, когда-то, при защите студенческого дипломного проекта, он рассчитывал доменную печь. И хотя доменная печь и вагранка далеко не одно и то же, но, мол-де, вещи родственные. На него можно валить все, и поэтому Щитов нагрузил его и этой дополнительной работой. В цехе Турчанинов бывает все меньше и меньше, и вскоре его совершенно забирают в отдел подготовки производства. Вместо него приходит новый начальник из Гипромаша – Соколов.
Соколов приехал сюда ненадолго, он рассчитывает пробыть здесь не больше двух месяцев. Он не интересуется работой конструкторского бюро‚ его не занимают вопросы организационной схемы, ему не нужны квартальные и, полугодовые заявки, и всю свою работу он сводит к работе сегодняшнего дня. С самого утра он направляется в кузницу и, не присаживаясь ни на минуту, «гоняет» из конца в конец. Он смотрит за тем, чтобы печи были растоплены, чтобы штампы были подвезены, рабочие были своевременно переброшены на наиболее важные участки, и заходит в контору, только чтобы справиться, какие детали сейчас в дефиците.
Соколов является непременным членом бриза при цехе и каждый день рассматривает рабочие предложения. На всех без исключения предложениях он пишет ‚,согласен“, „передать в заводской бриз для разработки“. Как видно, он и не просматривал этих предложений. Значительно позже, после его отъезда, в цех стали возвращаться разработанные заводским бризом предложения. Каких только нелепостей не было в них…
98-я деталь продолжает оставаться в дефиците, и Соколов поручает спроектировать штампы для изготовления этой детали на осадочной машине „Аякс 5“. Срочно изготовляется чертеж, срочно изготовляются штампы, и когда этот дорогостоящий штамп почти готов, Турчанинов производит подсчет мощности „Аякса“. Мощность безусловно недостаточна, „Аякс“ может выйти из строя. Турчанинов подает об этом докладную записку и почти готовый штамп выбрасывается из мастерской.
В этот период мы изготовляем за семичасовую рабочую смену 20-25 коленчатых валов, передних осей столько же, венцов диференциала успеваем нарубить всего 15 тук и т. п. Проектная норма значительно выше – коленчатых валов и передних осей нужно изготовить за семичасовой рабочий день по 105 штук.
Тов. Есин, работающий на раскате венца диференциала, просит перевести его на коленчатый вал. Это хорошо, когда человек нашел интересующую его работу и стремится перейти на нее. Это в значительной мере гарантирует успех работы. Я с удовольствием перевожу Есина на молот, изготовляющий коленчатый вал.
Есин поступает в обучение к американцу Гартману. Гартман не производит впечатления кузнеца – широкий, толстый, в роговых очках, с черной эспаньолкой, он скорее похож на врача или банкира. Эспаньолку он вырастил здесь в России и очевидно, считает, что в России нужно ходить с бородой. Он шумлив, энергичен, подвижен. К молоту никого не пускает. Кричит на ремонтников, на бригадира, на рабочих, жестикулирует и все время в движении.
До сего времени он и его сменщик американец Бартер, не менее толстый, чем Гартман, стояли за молотом и изготовляли коленчатые валы. Но вот уже несколько дней, как они заняты обучением рабочих и сами штампуют только для показа. Есин внимательно перенимает каждое движение.
Баргер добродушен‚ всегда смеется. Он крупного сложения. По происхождению индеец, хотя ничего индейского у него уже нет. Он выглядит настоящим американцем. Вместо жевательного табака он закладывает за губу нюхательный табак, смешанный с махоркой. Баргер спокоен, движется значительно меньше Гартмана и только время от времени подходит к рабочему, чтобы исправить его работу. Он очень добросовестно следит за каждым движением рабочих из своей бригады.
Американец Бургойн – совсем другой человек. Высокий обрюзглый, он любит посидеть иногда без дела. Он очень исполнителен, добросовестен, но он привык безспрерывно находиться под наблюдением. А у нас наблюдения не вполне достаточно, и Бургейн пользуется этим. Но он хороший работник умеет изготовлять почти все виды поковок.
Лук, работает в легкой кузнице, неимоверно суетлив, всегда недоволен, всегда куча самых разнообразных предложений исходит от него, он всегда прибегает ко мне в контору или хватает меня в цехе и начинает быстро-быстро кричать мне на ухо свои претензии. У него брызжет слюна, он заплевывает мне всю щеку, я стремлюсь как-нибудь отвернуться от него, мне кажется, что я заплеван весь. Он тоже жует табак, но вместо нюхательного просто откусывает куски сигары.
Блейклок работает в инструментально-штамповой. Это один из лучших работников, он действительно доподлинно знает дело. Он хорошо разбирается в чертежах, хорошо знает кузницу и механизмы по изготовлению штампов. У него большой опыт в проектировании самых разнообразных поковок. лицо у него оранжево-красного цвета, большие отвислые уши, громадный нос. Он напоминает индюка. Он и лопочет так быстро, что никто из американцев не может понять его с первого раза.
Есть три человека из всех 17 работающих у нас американцев, которые образцово знают дело, к ним относятся: Блейклок, хорошо знающий конструкцию штампов. Приде – хорошо знакомый с нормами выработки и Болл – умеющий штамповать все без исключения детали. Они собственно и должны составить костяк специалистов кузнечного цеха. Все остальные американцы нужны будут нам недолго. Мы постепенно снимаем их с оперативной работы и ставим в качестве инструкторов. Постепенно у нас вырастают свои люди‚ умеющие штамповать детали.
Кроме своих рабочих, мы обучаем не менее 30 процентов штамповщиков для ХТЗ. В ближайшее время нам должны прислать для обучения рабочих с Автостроя и завода АМО. Это сильно мешает делу обучения собственных кадров. Мы вынуждены непрерывно переставлять рабочих Харьковского завода с одного механизма на другой, чтобы познакомить их с различными видами поковок.
Коленчатый вал сильно беспокоит нас – штамп держится в молоте – плохо, его все время сбивает на сторону. Облой получается неровный – рифленый. Это происходит оттого, что штамп запроектирован неверно. Мы срочно начинаем проектировать новый штамп.
Начальник инструментально-штамповой Волков говорит, что для изготовления штампа нужно 400 часов. С большими опасениями приступили мы к изготовлению первого такого штампа и под руководством Блейклока и Приде штампы изготовили в 280 часов. Позже мы снизили эту норму еще больше и добились изготовления штампа для коленчатого вала в 160 часов.
Назначаем премию за повышение нормы штамповки коленчатых валов. Нам нужно изготовлять 35 коленчатых валов. Есин каждый день все лучше и лучше осваивается с техникой штамповки. Он уже держится у молота как настоящий кузнец, и через две недели получает первую премию за изготовление 36 коленчатых валов в рабочую смену.
Тогда мы назначаем новую премию – за 50 коленчатых валов в смену, Есин намерен получить и ее.
Он уже штампует по-настоящему. Центр тяжести он перелагает на других. Трое рабочих подают раскаленную болванку к молоту. Придерживая болванку клещами вместе с подручным Есин правой ногой нажимает педаль молота. Легким ударом он оттягивает конец квадратной заготовки. Подручный проталкивает заготовку в штамп, и Есин показывает подручному в каком месте ее остановить. Раз – Есин делает легкий удар по заготовительному ручью. Два – три – тяжелые удары изгибают заготовку коленчатого вала, Есин поворачивает изогнутую червяком заготовку и кладет ее в окончательный ручей. Подручный обдувает паром из шланга ручей штампа от окалины. Еще один легкий удар – Есин вынимает заготовку из штампа. Подручный быстро обдувает ее паром. Два, три, четыре – сыплются тяжелые сильные удары по заготовке. Восемь ударов – Есин выдергивает заготовку из штампа.
Сейчас заготовка представляет собой широкую ветвь какого-то фантастического растения. Подручный и двое рабочих подхватывают ее клещами и на руках несут под обрезной пресс. Заготовка обрезана и возвращается снова на молот. Три сильных удара в окончательном ручье, и на валу снова узкой полоской выступает облой. Вал снова несут на обрезку.
После обрезки его опять кладут в окончательный ручей, и одним совсем легким ударом окончательно правится горячий вал. Его несут на стеллаж, а Есин уже ухватил за рычаг подъемную дверку печи и командует подручному – вытягивать из печи новую заготовку.
В январе 1931 было произведено 705 тракторов, в феврале 560. Кроме всего прочего в конце февраля появляется новая проблема. Заканчиваются закупленные в США карбюраторы. А карбюраторы ленинградского завода "Знамя труда" оказываются полностью непригодными.
Проблемы СТЗ становятся общенациональными и выплескиваются на страницы газет и журналов. Причем статьи становятся все более и более злыми. Примером может служить, например, эта письмо в Правде
Сорвалась программа в январе, вы дали вместо тысячи тракторов — 750. Сорвалась февральская программа, дали меньше, чем в январе. Сорвалась мартовская, дали опять меньше, чем в январе. А апрель, как известно, тоже не предвещает ничего хорошего. Более двух тысяч тракторов недодали стране за первые 3 месяца.
Само письмо здесь: Ъ-Власть - "Процент брака по отношению к годным деталям доходил до 250"
История "Планеты Бурь" http://shubinpavel.ru/
Это сообщение редактировалось 05.01.2016 в 08:35
- Mishka [06.01.2016 01:20]: Перенос в новую тему Возможные поправки к "Даёшь трактор!"
- Mishka [06.01.2016 01:20]: Перенос сообщений в Возможные поправки к "Даёшь трактор!"
- Mishka [06.01.2016 01:21]: Перенос сообщений в Возможные поправки к "Даёшь трактор!"

Через два месяца Есин получает вторую премию – за 50 коленчатых валов. Американец Гартман говорит, что больше сделать нельзя. „В Америке 100, a B России 50“, - говорит он. Почему? – переспрашивает он и сам отвечает: „Мит – нет, хуайт бред – нет, главс – нет, бутс – нет”. (англ. Meat – мясо, White bread –белый хлеб, gloves – перчатки, boots – ботинки)
И мы действительно в течение месяца топчемся вокруг цифры 50.
Наконец новый штамп готов. Мы меняем квадратную заготовку на круглую, которая несколько легче по весу. Облоя получается меньше. Есин приучается штамповать из круглого металла. Болл. работающий в это время инструктором, говорит, что можно штамповать коленчатый вал с одного раза и доштамповать вал с одним облоем и одной обрезкой под прессом.
В этот же день Болл показывает „класс“ работы. Есин работает за подручного.
Болл протягивает конец заготовки под молотом, Есин продвигает ему заготовку, устанавливает ее в заготовительном ручье. Болл не работает, а ‚‚играет“ на молоте – каждое движение его точно, ритмично. Восемь ударов – готов коленчатый вал. Последний удар для правки дает уже Есин, а Болл в это время поднимает дверку печи. Пока вал несут на стеллаж, рабочий уже наложил клещи на вытянутый из печи конец нагретой заготовки. Рабочие, возвращаясь от стеллажа, захватывают подготовленную заготовку и несут ее на молот. Это ускоряет работу, и норма начинает расти.
Есин уже четко командует каждому рабочему из своей бригады, состоящей из 9 человек. Норма вырастает до 70-80, a затем 90-100 и 105 штук. Соревнуясь с Ковалевым, Есин в марте 1931 года получает и третью премию – за достижение американской нормы.
На другом 12-тысячном молоте работают Кубасов и Долотов. Они соревнуются в изготовлении передней оси. Долотов – 20-летний комсомолец, уже успел побывать добровольцем в армии, был грузчиком. Работает недавно, но удивительно хорошо.
Кубасов тоже красиво работает. Кубасов высок‚ строен, его фигура как бы специально создана для штамповки длинной, тонкой детали – передней оси. Когда он работает, чувствуется, что молот послушно подчиняется ему, молотом управляет человек. Удары сыплются по его желанию. В ритм молоту он `поднимает то передний, то задний конец, горячей детали. Подручный едва поспевает сдувать окалину со штампа.
Работа идет ритмично и равномерно. Норма растет каждый день. На передней оси уже обгоняют коленчатый вал, дают 100, 120, 130 штук в смену. Американские нормы по передней оси перекрыты. На изготовлении распределительного валика также оставлены позади американские нормы.
Нормы по шестерням также растут. Внезапно по шестерням объявляется большой брак. В чем дело? Оказывается, мастер Челноков ввел „рационализацию": он запретил рабочим предварительно подсаживать из цилиндрической заготовки плоскую лепешку. Он считает это ненужным. В результате почти на всех шестернях образуются узкие ленточки от неправильного течения горячего металла в ручье штампа.
Но Челнокова это не смущает. Он считает, что это не брак, потому что поковка пойдет еще в механическую. Он не понимает, что припуск на механическую обработку у нас не может составлять больше 1/2 мм. Он ориентируется на свою прежнюю работу, когда с каждой стороны шестерен снималось в механической обработке по нескольку миллиметров.
Деталь 112-венец шестерни диференциала попрежнему отстает. Нужно принять какие-то решительные меры, чтобы „расшить“ это „узкое место“. Мы повышаем плату за каждую изготовленную деталь. Вместо 53 копеек мы обещаем давать по рублю за каждый венец при условии, что их будет сделано больше 24 штук в рабочую смену. Это дает эффект – норма выполняется и перевыполняется.
Платон Московченко организует на этой детали ударную бригаду. Он вводит пустяковое приспособление, которое облегчает и ускоряет работу. Заготовка весит 70 кг. Маленькие клещи, подвешанные к верхнему штампу, позволяют ему поднимать заготовку почти без помощи ручных клещей. Вторую операцию при раскате этой детали у него производит подручный, в то время, как сам Московченко уже занят подготовкой к раскатке новой детали. Маленькое приспособление и главное рациональная расстановка людей в бригаде позволяют Платону перекрывать норму. Он- достигает 45 и даже 50 штук в смену.
Нормы на 12-тысячных молотах поднимаются все выше. Коленчатых валов дают уже 140 в смену, передних осей штампуют 170. Бригада Кубасова идет впереди всех и в конце марта 1931 года дает 180 передних осей.
Соколов не может дольше оставаться на работе – у него болит печень. Срок работы его на нашем заводе окончен. Он собирается уезжать. Он очень – боится, что его задержат здесь.
B это время на заводе работает комиссия ЦК ВКП(б). В числе экспертов, приехавших с этой комиссией, находится т. Шван. Это бывший начальник кузнечного цеха завода «Красный путиловец». Oн изучает кузнечный цех и консультирует.
После отъезда Соколова Шван назначается начальником цеха. С первого своего появления на заводе Шван начал засыпать цех требованиями дать ему различные сведения. Придя в цех, он самолично начинает все сведения расписывать в диаграммах.
Сам он неимоверно высок. В бобровой шапке, вроде камилавки. Диаграммы тоже чрезвычайно больших размеров. Он никогда, не расстается с этими диаграммами. Куда бы он ни шел, диаграммы, свернутые в тонкие трубочки, всегда у него подмышкой.
Удивительно методичный человек, но совершенно не приспособлен к оперативной работе в цехе. В течение месяца он составляет диаграммы, выписывает самые разнообразные сведения, располагает их в самых невероятных разрезах, детализирует и обобщает и наконец через месяц подает заявление об уходе.
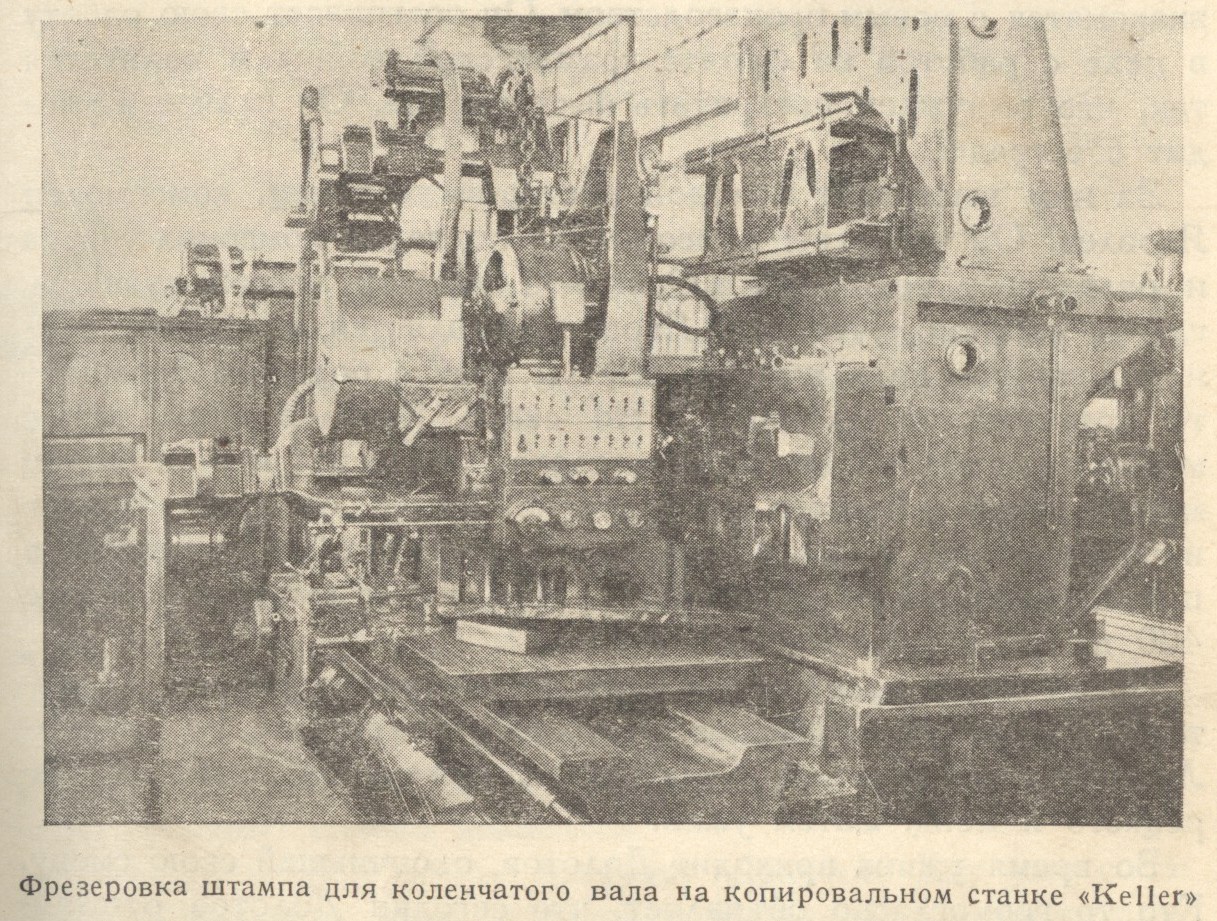
В марте 1931 года я был назначен начальником кузнечного цеха. Мы празднуем перекрытие норм по основным кузнечным деталям. В американской столовой устраиваем специальный вечер для инженерно-технического персонала и лучших рабочих-ударников кузнечного цеха.
Я делаю короткий доклад, в котором говорю о том, что перекрытие проектных норм по коленчатому валу, передней оси и другим весьма сложным деталям является бесспорно серьезным достижением. Однако это еще только первый шаг в организации массово-поточного производства, В наших условиях вопрос решают не только сложные поковки. Даже самая маленькая деталь, которую мы не отштампуем в течение месяца из-за плохого ли планирования или внезапного брака, может оказаться решающей для выпуска тракторов.
Основное состоит в том, чтобы высокие нормы были увязаны с правильной планировкой работы всего цеха, чтобы все участки планировались своевременно. Но даже достигнув высокой производительности труда по всем деталям, мы выполняем лишь часть задачи, так как мы не знаем еще нашего оборудования, не знаем основных характерных его неполадок и не умеем ликвидировать их.
Я говорю о том, что ударная работа коммунистов и комсомольцев: Кубасова‚ Долотова, Мосвовченко и Рауткина – показывает, что мы успешно овладевает американской техникой.
После меня выступает мастер по осадочным машинам, красный партизан, т. Галушкин. На осадочных машинах, по его словам, он начал работать впервые и, несмотря на свой солидный возраст, не стеснялся учиться. Он говорит, что подрастают молодые рабочие, которые во всех мелочах и деталях знакомятся с новым производством. Он сравнивает свою работу в цехе с работой на фронте гражданской войны и волнуется так, что вынужден прекратить выступление. Он плачет и уходит с эстрады.
3a ним выступает молодой мастер – выдвиженец, комсомолец Яковлев. Он заявляет: комсомол не подведет, комсомол учится и овладевает техникой. „Основной задачей легкой кузницы, где я работаю, – говорит Яковлев, – является овладение техникой изготовления шатуна. Шатун идет c большим браком – то короткий, то длинный.“ Но скоро Яковлев сбивается с мысли, начинает подыскивать слова, заикается и под конец машет рукой и бросает выступление. Уходя‚ он оборачивается и говорит еще раз: ‚‚Комсомол не подведет.“ Он садится в президиуме и шепчет мне на ухо: „Не люблю выступать, лучше 400 шатунов отштамповать в смену“.
После этого идет награждение книжками ударников: Долотова, Галушкина, Кубасова, Яковлева, помощника по труду – Липкина, конструктора Беркутского, инженеров Ляшенко, Парецкого и меня. Затем ужин.
Во время ужина приходит Долотов, окончивший свою смену. Кто то громогласно объявляет, что сегодня Долотов отштамповал 200 передних осей. Все поздравляют Долотова, встают, кричат ‚‚ура“. Ко мне наклоняется Кубасов и говорит: „Завтра дам 220 передних осей“. Я объявляю это всем собравшимся‚ и все кричат „ура“ Кубасову. Затем – концерт. После концерта молодежь отплясывает чечетку и трепака.
Прикреплённые файлы:
История "Планеты Бурь" http://shubinpavel.ru/
13 Будни цеха. Почему «текут» рабочие? Конструктор не должен бояться запачкаться. У меня, наконец, развязываются руки. Какая сталь нам нужна? Старики и комсомольцы.
На другой день рано утром Кубасов принес мне в контору бракованную переднюю ось. Он просмотрел сегодня, до начала работы‚ передние оси, отштампованные вчера Долотовым, и обнаружил большой процент брака. Я иду на место, чтобы подробно выяснить дело.
Действительно, из 200 передних осей 40 процентов брака. В некоторых местах передняя ось выштампована очень плохо. Этому способствовало и то, что штамп, на котором работал вчера Долотов, сильно износился.
К началу второй смены приходит Долотов. Ему уже сообщили о большом браке, сделанном им вчера. Он также приносит ко мне переднюю ось и ругается: винит мастера, контролера, американца. Я говорю, что брак сделан не контролером, не мастером, не американцем, что прямым виновником брака является он, Долотов. Он ответствен за то, что своевременно не заметил этого брака.
В контору вваливается вся бригада – все ждут, чем кончится дело. Я заявляю Долотову, что если он, соревнуясь, будет ухудшать качество работы‚ то придется его выключить из состава соревнующихся. Я вижу, что он нервничает и никаких взысканий на него пока не налагаю.
Молоты один за другим простаивают по нескольку смен. Механик Корсунов не вылезает из цеха. Ремонта все прибавляется, износ оборудования увеличивается, и все новые и новые части приходится заказывать в ремонтно-механическом цехе.
Выйдет из строя золотниковая рубашка – Корсунов срочно заказывает ее. Лопнет стяжной болт у молота – немедленно выписывается аварийный заказ. И так все – от случая к случаю. Никаких запасных частей, кроме штоков, у нас нет, да и штоков не так уж много.
Беготни и суетни хоть отбавляй. Все срочно, все аварийно. Каждый заказ приходится проталкивать через директора. У нас есть, правда, график предупредительного ремонта, но он существует только на бумаге.
Весной „склад“ стали затопляется водой с градирни. К штабелям стали, сложенной в низине, стекают ручьи талой воды. Пройти по складу становится невозможным. Образовалась топь. Много стали находится в воде. Если бы сталь плавала, мы вылавливали бы крупные штанги баграми, подобно тому, как сплавщики вылавливают бревна для плотов. К сожалению, этого нельзя сделать.
Подъехать к складу также невозможно. С одной стороны леса, строительный материал и мусор строящегося склада, с другой стороны – топь и крутой подъем.
Однажды меня ночью вызвали в цех. Подача металла в цех приостановилась. За сталью был послан трактор, который завяз в грязи. В помощь ему был послан другой трактор – на шпорах, – но и он завяз. Третий трактор, посланный в помощь двум первым, также безнадежно застрял. Всю ночь при помощи лебедок, подкладывания досок и шпал мы извлекали тракторы из ямы. Рабочие, мокрые до нитки, таскают металл на плечах.
Рабочие все время „текут“, мы все время пополняем состав путем различных
мобилизаций. Работают мобилизованные ЦК металлистов – семитысячники, пятитысячники, двухтысячники. В последний раз к нам было прислано 150 человек нацменов – узбеков и киргиз. Но уже сейчас их осталось совсем немного всего несколько человек. Харьковцев практикантов набралось человек 50. Они настаивают на том, чтобы их все время переводили с механизма на механизм. Бригады все время меняются. Американцы жалуются, что им приходится обучать ежедневно новых и новых людей.
Мастера не знают своих рабочих. Только один мастер Вольхин в тяжелой кузнице, аккуратно записывает в своей записной книжке, где у него сколько рабочих и сколько деталей изготовлено в его смене. Но и он уже чувствует сильную усталость и несколько раз просил освободить его от работы.
По цеху разгуливает множество каких-то людей. Здесь и практиканты различных вузов и люди из других заводов, приехавшие «посмотреть» и «поучиться» ‚ члены каких-то комиссий‚ представители научно-исследовательских институтов и ежедневно множество разнообразных экскурсий. Экскурсиями приезжают колхозники, рабочие различных заводов, иностранные туристы. Со всеми надо поговорить, показать, разъяснить.
Зарплата рабочих низка, а главное, – ни один рабочий не знает ни расценков, ни заработка. Пришел однажды ко мне рабочий за расчетом. Я спрашиваю: „Где работаешь?“ - ‚,Где придется, – на шестерне 184-й, на распределительном валике, и поворотных кулаках, а до этого работал нагревальщиком“. - „Кузнец по профессии?“ - ,‚Нет‚ в армии до того был, а прежде – чернорабочим“. - ‚‚Сколько же ты у нас работаешь?“ - „Третий месяц пошел“. - ,‚Когда же ты успел обучиться штамповке?“ - Да вот переводят с работы на работу, я и обучаюсь – А зарабатываешь сколько?“-„А кто его знает, один раз 100 заработал, другой - 120. Кабы она постоянная, работа, была – знать бы можно, a тут – день на одной работе, второй на другой, a потом, смотришь, и по цеху работать заставляют. Заработок плохой, говорить нечего, разве на этакой работе столько заработать нужно. Тут одной обувки на этой работе не напасешься “.
Новый директор завода проводит новую реорганизацию. Опять смена положений, функций, изменение схем. Но я рад этому. Больше всего я доволен тем, что инструментально-штамповая и термическая мастерские переданы в мое распоряжение. Теперь я имею право сам, без согласований, разрешать все вопросы, связанные с работой цеха. Я сам могу заниматься вопросами подготовки производства. Способность цеха к маневрированию сильно увеличивается. Во многом у меня попросту развязываются руки.
Значительно уменьшаются заседания. Турчанинов, со всем штатом конструкторов, передан в ведение кузнечного цеха и работает у меня в качестве заведующего технологическим бюро, цеха. У него попрежнему еще с десяток различных нагрузок. Он попрежнему занят проектированием ремонтной кузницы, пружинного отделения и т. п.
Инструментально-штампован, перешедшая также в моё распоряжение, доставляет мне много неприятностей. Начальник мастерской т. Волков склонен к постоянным дискуссиям. Он за принципиальную чистоту инструментальной мастерской. Он всячески ограждает ее от работ, не связанных непосредственно с изготовлением штампов.
Несмотря на недогруженность строгальных станков, он считает принципиально недопустимым изготовлять у себя различные а мелкие детали, связанные с ремонтом молотов. Он изгоняет из инструментально-штамповой мастеров кузницы, приходящих с указаниями об исправлениях штампов, не принимает заказов на сухари, клинья, прокладки (Мелкие детали к оборудованию).
А кузница безудержно простаивает из-за этих ‚,мелочей“.
То нет клина, то нет сухаря, то болт не подходит‚ то нет какой-нибудь пустяковой пластины. Даже для того чтобы просверлить дыру в какой-нибудь прокладке, нужно итти в ремонтно-механическую мастерскую. И мы спорим с Волковым‚ – спорим без конца.
К тому же Волков отказывается изготовлять штампы без чертежей, а чертежей нет. Все конструкторское бюро мы засаживаем за работу по изготовлению чертежей. Но когда готовы мы не можем в них разобраться. Чертежи неточны, в них много ошибок. Конструкторское бюро по старой русской традиции у нас было оторвано от цеха, и люди сидящие в нем, не знали условий массово-поточного производства.
Нужно было познакомить людей с действительной работой цеха. Я снимаю Беркутского с работы в конструкторском бюро и, несмотря на его протесты, посылаю его в цех сменным инженером. Юстратова из планово-распределительного бюро также посылаю в цех.
С первых же дней работы в цехе Беркуцкому становится ясным, что значит мелкие недочеты в чертежах, ошибки в изготовлении штампов, что значит полмиллиметра невыдержанные в каком-нибудь размере, какую нервную горячку создают эти пустяки. Он сам теперь неоднократно прибегает в конструкторское бюро и поднимает шум для ускорения работы. Он часто сам дает на месте эскизы и требует выполнения работы, не дожидаясь изготовления чертежей.
Юстратов прямо-таки ‚‚пропадает“ из-за клиньев, болтов, сухарей и других мелких деталей. Он непрерывно в „драке“ с Волковым. Для него ясно, что при изготовлении этих ‚,мелочей“ нельзя заниматься бюрократической перепиской и переговорами с другими цехами, что все это можно очень легко, просто и быстро изготовлять на месте.
В Америке Юстратов работал в инструментально-штамповой мастерской, и ему очень легко освоиться с действительным положением вещей. Он знает, что массового производства не может быть, если оно не обеспечено в достаточном количестве мелкими деталями стандартных размеров.
Через четыре месяца я сажаю Беркутского заведующим технологического бюро, Юстратова – заведующим инструментально-штамповой мастерской. Теперь как только приносят в инструментальную штампов заказ на одну из мелких деталей, Юстратов без всяких задержек начинает ее изготовлять. Беркутский начинает увязывать работу конструкторского бюро с непосредственным производством деталей. Он прикрепляет каждого из конструкторов к определенному виду оборудования. Мы вводим строжайший порядок – конструктор обязан проследить за изготовлением инструмента или приспособления к его чертежу. Под руководством конструктора инструмент или приспособление устанавливается на механизм и в его присутствии испытывается. Все необходимые переделки и исправления он должен сделать тотчас же. Работа не принимается у него до тех пор, пока на новых конструкциях штампов или инструмента не изготовляются совершенно годные детали.
Это сильно оживляет работу. Мастер и наладчик начинают обращаться непосредственно к инструкторам. Конструктор значительное количество времени проводит непосредственно у механизмов. Конструкторы изучают работу инструмента и механизма и знают теперь причины производственных неполадок. Они сами больше интересуются теперь результатами своей работы, она кажется им значительнее, не застывает на бумаге.
На другой день рано утром Кубасов принес мне в контору бракованную переднюю ось. Он просмотрел сегодня, до начала работы‚ передние оси, отштампованные вчера Долотовым, и обнаружил большой процент брака. Я иду на место, чтобы подробно выяснить дело.
Действительно, из 200 передних осей 40 процентов брака. В некоторых местах передняя ось выштампована очень плохо. Этому способствовало и то, что штамп, на котором работал вчера Долотов, сильно износился.
К началу второй смены приходит Долотов. Ему уже сообщили о большом браке, сделанном им вчера. Он также приносит ко мне переднюю ось и ругается: винит мастера, контролера, американца. Я говорю, что брак сделан не контролером, не мастером, не американцем, что прямым виновником брака является он, Долотов. Он ответствен за то, что своевременно не заметил этого брака.
В контору вваливается вся бригада – все ждут, чем кончится дело. Я заявляю Долотову, что если он, соревнуясь, будет ухудшать качество работы‚ то придется его выключить из состава соревнующихся. Я вижу, что он нервничает и никаких взысканий на него пока не налагаю.
Молоты один за другим простаивают по нескольку смен. Механик Корсунов не вылезает из цеха. Ремонта все прибавляется, износ оборудования увеличивается, и все новые и новые части приходится заказывать в ремонтно-механическом цехе.
Выйдет из строя золотниковая рубашка – Корсунов срочно заказывает ее. Лопнет стяжной болт у молота – немедленно выписывается аварийный заказ. И так все – от случая к случаю. Никаких запасных частей, кроме штоков, у нас нет, да и штоков не так уж много.
Беготни и суетни хоть отбавляй. Все срочно, все аварийно. Каждый заказ приходится проталкивать через директора. У нас есть, правда, график предупредительного ремонта, но он существует только на бумаге.
Весной „склад“ стали затопляется водой с градирни. К штабелям стали, сложенной в низине, стекают ручьи талой воды. Пройти по складу становится невозможным. Образовалась топь. Много стали находится в воде. Если бы сталь плавала, мы вылавливали бы крупные штанги баграми, подобно тому, как сплавщики вылавливают бревна для плотов. К сожалению, этого нельзя сделать.
Подъехать к складу также невозможно. С одной стороны леса, строительный материал и мусор строящегося склада, с другой стороны – топь и крутой подъем.
Однажды меня ночью вызвали в цех. Подача металла в цех приостановилась. За сталью был послан трактор, который завяз в грязи. В помощь ему был послан другой трактор – на шпорах, – но и он завяз. Третий трактор, посланный в помощь двум первым, также безнадежно застрял. Всю ночь при помощи лебедок, подкладывания досок и шпал мы извлекали тракторы из ямы. Рабочие, мокрые до нитки, таскают металл на плечах.
Рабочие все время „текут“, мы все время пополняем состав путем различных
мобилизаций. Работают мобилизованные ЦК металлистов – семитысячники, пятитысячники, двухтысячники. В последний раз к нам было прислано 150 человек нацменов – узбеков и киргиз. Но уже сейчас их осталось совсем немного всего несколько человек. Харьковцев практикантов набралось человек 50. Они настаивают на том, чтобы их все время переводили с механизма на механизм. Бригады все время меняются. Американцы жалуются, что им приходится обучать ежедневно новых и новых людей.
Мастера не знают своих рабочих. Только один мастер Вольхин в тяжелой кузнице, аккуратно записывает в своей записной книжке, где у него сколько рабочих и сколько деталей изготовлено в его смене. Но и он уже чувствует сильную усталость и несколько раз просил освободить его от работы.
По цеху разгуливает множество каких-то людей. Здесь и практиканты различных вузов и люди из других заводов, приехавшие «посмотреть» и «поучиться» ‚ члены каких-то комиссий‚ представители научно-исследовательских институтов и ежедневно множество разнообразных экскурсий. Экскурсиями приезжают колхозники, рабочие различных заводов, иностранные туристы. Со всеми надо поговорить, показать, разъяснить.
Зарплата рабочих низка, а главное, – ни один рабочий не знает ни расценков, ни заработка. Пришел однажды ко мне рабочий за расчетом. Я спрашиваю: „Где работаешь?“ - ‚,Где придется, – на шестерне 184-й, на распределительном валике, и поворотных кулаках, а до этого работал нагревальщиком“. - „Кузнец по профессии?“ - ,‚Нет‚ в армии до того был, а прежде – чернорабочим“. - ‚‚Сколько же ты у нас работаешь?“ - „Третий месяц пошел“. - ,‚Когда же ты успел обучиться штамповке?“ - Да вот переводят с работы на работу, я и обучаюсь – А зарабатываешь сколько?“-„А кто его знает, один раз 100 заработал, другой - 120. Кабы она постоянная, работа, была – знать бы можно, a тут – день на одной работе, второй на другой, a потом, смотришь, и по цеху работать заставляют. Заработок плохой, говорить нечего, разве на этакой работе столько заработать нужно. Тут одной обувки на этой работе не напасешься “.
Новый директор завода проводит новую реорганизацию. Опять смена положений, функций, изменение схем. Но я рад этому. Больше всего я доволен тем, что инструментально-штамповая и термическая мастерские переданы в мое распоряжение. Теперь я имею право сам, без согласований, разрешать все вопросы, связанные с работой цеха. Я сам могу заниматься вопросами подготовки производства. Способность цеха к маневрированию сильно увеличивается. Во многом у меня попросту развязываются руки.
Значительно уменьшаются заседания. Турчанинов, со всем штатом конструкторов, передан в ведение кузнечного цеха и работает у меня в качестве заведующего технологическим бюро, цеха. У него попрежнему еще с десяток различных нагрузок. Он попрежнему занят проектированием ремонтной кузницы, пружинного отделения и т. п.
Инструментально-штампован, перешедшая также в моё распоряжение, доставляет мне много неприятностей. Начальник мастерской т. Волков склонен к постоянным дискуссиям. Он за принципиальную чистоту инструментальной мастерской. Он всячески ограждает ее от работ, не связанных непосредственно с изготовлением штампов.
Несмотря на недогруженность строгальных станков, он считает принципиально недопустимым изготовлять у себя различные а мелкие детали, связанные с ремонтом молотов. Он изгоняет из инструментально-штамповой мастеров кузницы, приходящих с указаниями об исправлениях штампов, не принимает заказов на сухари, клинья, прокладки (Мелкие детали к оборудованию).
А кузница безудержно простаивает из-за этих ‚,мелочей“.
То нет клина, то нет сухаря, то болт не подходит‚ то нет какой-нибудь пустяковой пластины. Даже для того чтобы просверлить дыру в какой-нибудь прокладке, нужно итти в ремонтно-механическую мастерскую. И мы спорим с Волковым‚ – спорим без конца.
К тому же Волков отказывается изготовлять штампы без чертежей, а чертежей нет. Все конструкторское бюро мы засаживаем за работу по изготовлению чертежей. Но когда готовы мы не можем в них разобраться. Чертежи неточны, в них много ошибок. Конструкторское бюро по старой русской традиции у нас было оторвано от цеха, и люди сидящие в нем, не знали условий массово-поточного производства.
Нужно было познакомить людей с действительной работой цеха. Я снимаю Беркутского с работы в конструкторском бюро и, несмотря на его протесты, посылаю его в цех сменным инженером. Юстратова из планово-распределительного бюро также посылаю в цех.
С первых же дней работы в цехе Беркуцкому становится ясным, что значит мелкие недочеты в чертежах, ошибки в изготовлении штампов, что значит полмиллиметра невыдержанные в каком-нибудь размере, какую нервную горячку создают эти пустяки. Он сам теперь неоднократно прибегает в конструкторское бюро и поднимает шум для ускорения работы. Он часто сам дает на месте эскизы и требует выполнения работы, не дожидаясь изготовления чертежей.
Юстратов прямо-таки ‚‚пропадает“ из-за клиньев, болтов, сухарей и других мелких деталей. Он непрерывно в „драке“ с Волковым. Для него ясно, что при изготовлении этих ‚,мелочей“ нельзя заниматься бюрократической перепиской и переговорами с другими цехами, что все это можно очень легко, просто и быстро изготовлять на месте.
В Америке Юстратов работал в инструментально-штамповой мастерской, и ему очень легко освоиться с действительным положением вещей. Он знает, что массового производства не может быть, если оно не обеспечено в достаточном количестве мелкими деталями стандартных размеров.
Через четыре месяца я сажаю Беркутского заведующим технологического бюро, Юстратова – заведующим инструментально-штамповой мастерской. Теперь как только приносят в инструментальную штампов заказ на одну из мелких деталей, Юстратов без всяких задержек начинает ее изготовлять. Беркутский начинает увязывать работу конструкторского бюро с непосредственным производством деталей. Он прикрепляет каждого из конструкторов к определенному виду оборудования. Мы вводим строжайший порядок – конструктор обязан проследить за изготовлением инструмента или приспособления к его чертежу. Под руководством конструктора инструмент или приспособление устанавливается на механизм и в его присутствии испытывается. Все необходимые переделки и исправления он должен сделать тотчас же. Работа не принимается у него до тех пор, пока на новых конструкциях штампов или инструмента не изготовляются совершенно годные детали.
Это сильно оживляет работу. Мастер и наладчик начинают обращаться непосредственно к инструкторам. Конструктор значительное количество времени проводит непосредственно у механизмов. Конструкторы изучают работу инструмента и механизма и знают теперь причины производственных неполадок. Они сами больше интересуются теперь результатами своей работы, она кажется им значительнее, не застывает на бумаге.
История "Планеты Бурь" http://shubinpavel.ru/
После приказа т. Орджоникидзе о ликвидации уравниловки, о введении сдельщины, о повышении зарплаты горячим цехам мы вплотную взялись за расстановку рабочей силы.
Тов. Липкин, мой помощник по труду изготовил металлические таблички для каждого механизма и развесил их по всему цеху.
Мы пересмотрели расценки и нормы. Подняли зарплату до уровня лучших заводов. На многих участках ввели сдельщину и на узких местах – прогрессивную оплату труда. После приезда т. Орджоникидзе на завод лучше стали поступать чугун и прокат. Усилилось строительство поселка.
В мае 1931 года на завод приехала бригада ‚,Правды“. В конце мая по инициативе бригады „Правда“ была создана заводская партийная техническая конференция.
Конференция – помогла нам на минутку остановиться, чтобы продумать действительное положение дел в цехах, привлекла внимание членов партии к принципиальным техническим вопросам, вовлекла широчайшие круги в разрешение технических проблем.
Я говорил на этой конференции, что в условиях массово-поточного производства поток начинается от склада сталей. Склад стали у нас не является местом простого хранения материалов, – это своеобразный цех, в котором происходит изготовление заготовок для дальнейшего технологического процесса. На современных предприятиях такие склады обычно оборудованы большим количеством разнохарактерных механизмов и обязательно снабжены кранами. Их расположение на плане должно быть обязательно увязано со всем технологическим процессом.
Я говорил, что нам нужно созвать ряд технических совещаний с нашим заводом –поставщиком „Красный Октябрь“ и наладить бесперебойное снабжение нашего завода стандартными сталями. Сталь, поступающая с „Красного Октября“, не имеет стандартных размеров. Мы вынуждены давать в работу стали с невыдержанными допусками профилей, и это вызывает большой брак нашего оборудования.
Вскоре созывается техническое совещание „Красного Октября“ и нашего завода. Я делаю доклад о сталях для тракторных деталей. Массово-поточное производство выдвинуло совершенно новые задачи перед металлургическими заводами – поставщиками сталей. Для массово-поточного производства нужна сталь однородная, не имеющая внутренних дефектов; усадочной рыхлости, пузырей, флокенов и неметаллических включений. Механические качества стали должны быть повышены. Внешние пороки, должны отсутствовать совершенно или должны быть максимально сужены. При несоблюдении хотя бы одного из этих требований сталь непригодна к употреблению или может быть использована в отдельных случаях с дополнительной обработкой, что несвойственно массовому производству и не предусмотрено никакими технологическими процессами.
Форд разработал собственные стандарты марок с такими узкими пределами отдельных составных элементов стали, что можно было бы из одной нашей марки выкроить три фордовских по химическому анализу. И, конечно‚ это дает хорошие результаты. Детали получаются однородными как по химическому составу, так и по механическим свойствам.
Ряд новых заводов уже сейчас начинает ставить эти задачи перед металлургическими заводами Союза. Время не ждет. На предприятиях массово-поточного производства допуски на механическую обработку в большинстве случаев не превышают 1/2 миллиметра на сторону. Этим и объясняются так называемые „капризы“ новых заводов, не удовлетворяющихся современным состоянием прокатного дела. Это и вызывает жесточайшую необходимость в организации зачистных отделений на металлургических заводах для зачистки поверхности болванок и проката от плены, волосовин и заката.
Если нет стандартной стали, следовательно, не может быть и стандартного инструмента по ее переработке, и планового ремонта инструмента и механизмов. Все будет случайным, непредвиденным и приведет к авариям, нарушениям плановости, массовости, вызовет доделки, доводки необходимость „приспособляться“, возврат к ручной работе.
Ежедневно к 10 часам утра мы собираемся на узкие технические совещания в кабинете начальника механо-сборочного цеха. Совещанием руководит председатель ВАТС т. Михайлов или директор завода т. Пудалов. На повестке только один вопрос – сколько дефицитных деталей и сколько в какую смену будет подано деталей в течение сегодняшнего дня.
На совещании присутствуют начальники всех заготовительных цехов, начальник отдела снабжения и главный механик. Все участники совещания сосредоточены, злы. все нервничают. Видно, что никто еще не успел выспаться. Все сидят наклонив головы‚ и не смотрят друг на друга. По мере надобности вызываются другие работники завода – те, от кого зависит разрешение поднятого вопроса.
Сегодня идет большой брак задней полуоси – она тверже допустимых пределов. Немедленно вызывается главный металлург. Он приходит в сопровождении начальника лаборатории т. Зыбина. Начальник второй термической мастерской Кузьмин и американский специалист Бласко сидят здесь же. Задняя полуось, по словам главного полуось, по словам главного металлурга, получается тверже от того, что ее начали обрабатывать каким-то новым способом. Пудалов отлает распоряжение главному металлургу и Кузьмину немедленно заняться полуосью. Те тотчас же исчезают.
На следующий день полуось так же‚тверда. Снова вызывается главный металлург. И снова, по распоряжению Пудалова, так же быстро исчезают. Это происходит до тех пор, пока задняя полуось не начинает идти нормальной твердости.
Эти совещания выматывают до последних пределов. Все заняты деталями, необходимыми для сегодняшнего выпуска. Других вопросов на заводе как бы не существует совершенно.
Как-то ночью в выходной день ко мне на дом позвонил т. Михайлов. Он сообщил, что механо-сборочный цех израсходовал все детали N 41. Деталей было достаточно еще на один день, но сборка, работая в выходной день „съела“ весь запас. Утром сборка может остановиться. Тов. Михайлов отдал распоряжение организовать работу по изготовлению этой детали.
Я отправляюсь в цех. В цехе никого, кроме нескольких рентных рабочих. Я роюсь в шкафах при помощи табельщика нахожу книгу адресов. Выписываю адреса мастеров по осадочным машинам, забираю с собой несколько бланков пропусков, беру печать цеха и отправляюсь в поселок искать рабочих и мастеров.
Я обхожу квартиру за квартирой. Везде пусто, никого дома нет. Отправляюсь в кино, дежурю у входа. Мне удается обнаружить одного рабочего. С ним мы идем в комбинат, где живут несколько рабочих нашего цеха.
Уже 12 часов ночи. Мы будим несколько человек и узнаем, что некоторые из них работают на аяксах. Я выписываю здесь же пропуска и направляю их в цех.
Рабочие выполняют распоряжение, как на фронте. Ни одного слова протеста, ни намека на отказ. Некоторые даже довольны тем, что на них выпадает задача „вывести“ производство в такой трудный, ответственный момент.
Я захожу на фабрику – кухню с тем, чтоб для этой группы рабочих был обеспечен обед ночью. Когда я возвращаюсь в цех – работа уже идет полным ходом. Рабочие на себе переносят штампы, и уже идет установка их. К ночному обеденному перерыву в печь заложен металл. 200 штук деталей отштамповано к началу утренней смены. Детали еще в горячем виде тащат на наждак и обдирают облой.
Сейчас можно было бы вспомнить десятки подобных случаев. Когда не ладится штамп или вдруг происходит та или иная непредвиденная авария механизма, рабочие и наладчики, без единого слова протеста, без жеста недовольства, остаются работать вторую, а иногда и третью смену. И, когда мне приходится отдавать распоряжение об этом, я совершенно уверен, что распоряжение это будет выполнено.
На некоторых‚ наиболее ответственных участках как-то даже вошло в систему не оставлять работы до полного ее окончания. Этим особенно отличаются ремонтники. При ремонте единственного 12-тысячного молота бывали случаи, когда слесаря по 2, a то и по 3 смены работали на еще не остывшем молоте.
A днем все приходят „докладаться“. C утра приходит механик и в мельчайших подробностях описывает положение дела. Остановлен молот № 29, ремонтно-механическая запорола деталь; инструментальная не точит поршневых колец; ремонтный мастер просит прибавку; такелажники не вышли на работу.
Производственные мастера один за другим приходят со своими невзгодами. Одному выдан в цех неотремонтированный штамп, у другого нехватает рабочих, y третьего идет большой брак.
Секция оборудования ‚,зашивается" со снятием чертежей запасных частей. Нехватает квалифицированных чертежников.
Приходят из инструментально-штамповой с жалобой на большое количество внеплановых заказов.
И так один за другим. Каждый старается рассказать о своих делах. Часто это даже не вызывается необходимостью – просто приходят люли „поделиться“, поставить в известность, доложить. Это какая-то дурная привычка. Часто приходят сообщить по нескольку раз в день о выполнении какого-либо распоряжения. Распоряжение еще не выполнено, а ‚,докладают“ о нем уже в третий или четвертый раз. Это чертовски загружает работу, засоряет ее, мешает думать.
Особенно этим отличаются наши „старики“. Но благо, их не так много в цехе. Они рассосались, и многие уже совершенно исчезли из цеха. Ушел Сорокин - бывший распредмастер, считавший себя хозяином в цехе и концентрировавший всю работу в своей знаменитой ‚,кабалистической“ книжке. Он никак не мог мириться с мыслью, что работа его расчленена на части и что какие-то графики и диаграммы заменяют теперь его записную книжку.
Ушел мастер Вольхин, последнее время очень сильно жаловавшийся на больные ноги и на плохое состояние нервной системы. Он действительно сильно изнервничался, говорил, что совсем потерял сон и ему постоянно видятся кошмары.
Он был каким-то статистиком в цехе. Несмотря на то, что в своей книжечке он аккуратно отмечал все необходимые данные, все это не служило ему материалом для оперативной работы. Он как говорится „фиксировал“.
На старых заводах он привык разгуливать по цеху и наблюдать за тем, как все движется и все находится на своем месте. Но исправить на месте возникающие неполадки он не мог. Он умел расставить рабочую силу, дать каждому работу, но он никогда не был наладчиком и не мог указать причину брака, не мог показать правильных способов штамповки. Это сильно понижало его авторитет среди молодых рабочих и лишало его возможности технически руководить. Он был мастером-администратором.
Ушел и мастер Мясников, а с ним и некоторые другие, считавшие, что штамповать под молотом - „скучная работа“. Мясников привык работать на свободной ковке и „проявлять искусство“. Уходя из цеха, он говорил мне: „Я кузнец, а не штамповщик, - штамповать слишком скучно. Здесь нужно только подкладывать заготовки пол штамп и шлепать детали, я же кузнец и могу сковать все: могу отковать портрет, сделать пол молотом розан“.
Но нам не нужны такие „художники“. Если нужно будет сделать под молотом розан, мы заготовим предварительно штамп и будем штамповать розаны не менее 500 в течение смены.
Работа Мясникова будет слишком дорога для нас, непроизводительная, да и по качеству бесспорно хуже.
Теперь в цехе больше „заворачивает“ молодежь. Выдвинулись новые люди, хотя и работают они в цехе не более гола. Многие из них до сего времени и производства совсем не видели.
Выдвинулись Яковлев, Кисляков, Муковнин, Косенко, восемь месяцев тому назад пришедший к нам из колхоза. В тяжелой кузнице работает мастером „двухсотник“ Коваленко.
В большинстве это комсомольцы, и комсомол зорко следит за их работой. Молодые ребята поднимаются как на дрожжах, растут c каждым днем. Правда, у них нет еще достаточных технических знаний. Проходится все время прибегать к помощи американцев, но многие из них прошли хорошую школу штамповки. Они прошли и через наладку и сейчас совершенствуются на работе мастеров.
И теперь, на руководящей работе, им приходится часто самим становиться за молот, брать кувалду, устанавливать штамп. Они не просто администрируют, а технически руководят и учатся сами. И, конечно, приходится многое им прощать за ошибки, вызванные их молодостью и незнанием. Они действуют и поэтому движутся вперед, а это лучше, чем, если бы они ничего не делали и не ошибались.
У них нет „дедовских“ кустарных традиций, как это было у наших старых мастеров. Старым мастерам приходилось, так же как и молодежи, по существу, заново обучаться в цехе, а в этом отношении молодежь имеет преимущества. Она беспрекословно выполняет распоряжения и никогда не жалуется на ноги.
А ног действительно жалеть нельзя. Работа мастера состоит в том, чтобы непрерывно курсировать от молота к молоту и непрерывно наблюдать за качеством работы. Зевать нельзя ни одной минуты. Кузница в течение одной минуты дает продукции на 150 рублей. Стоит мастеру провозиться у какого-либо одного места, как на другом наштампуют за два или три часа 200-300 негодных деталей.
Изменился и характер конструкторского бюро. Конструктора с засученными рукавами, часто находятся у механизмов. Чертежники выросли в неплохих конструкторов, и даже комсомолка Катюша, работавшая в Бюро по хранению чертежей, перешла на работу копировщицы, затем стала чертежницей, а теперь работает начинающим конструктором.
Ликвидирован брак клапанов. Тов. Беркутский – заведующий конструкторским бюро, после производственной командировки по заводам Союза берется в течение суток спроектировать штампы для любых клапанов.
Производственные командировки по нашим новейшим заводам дали чрезвычайно богатый опыт. Особенно это было важно для наших конструкторов. Даже в не работавших еще цехах они могли почерпнуть много. Они знакомились с проектами, изучали чертежи и перенимали наилучшие методы работы.
Тов. Ковтуненко сконструировал новый штамп для детали N 41. Это та самая деталь, за которой мне однажды приходилось охотиться ночью. Деталь изготовляли неплохо, но после штамповки на осадочной машине деталь приходилось обрезать горячей пилой. Ковтуненко спроектировал штамп, заканчивающий всю деталь в осадочной машине.
Американец Келлер – мастер осадочных машин категорически возражал против штампа. Испытание нового штампа проводил сам Келлер. За три или четыре хода штамп был изуродован. Ковтуненко извлек штамп из машины и по его указанию штамп был отремонтирован в штамповой мастерской. Через две недели Ковтуненко сам провел испытание. Испытание дало блестящие результаты – штамп работал безукоризненно.
Тов. Липкин, мой помощник по труду изготовил металлические таблички для каждого механизма и развесил их по всему цеху.
Мы пересмотрели расценки и нормы. Подняли зарплату до уровня лучших заводов. На многих участках ввели сдельщину и на узких местах – прогрессивную оплату труда. После приезда т. Орджоникидзе на завод лучше стали поступать чугун и прокат. Усилилось строительство поселка.
В мае 1931 года на завод приехала бригада ‚,Правды“. В конце мая по инициативе бригады „Правда“ была создана заводская партийная техническая конференция.
Конференция – помогла нам на минутку остановиться, чтобы продумать действительное положение дел в цехах, привлекла внимание членов партии к принципиальным техническим вопросам, вовлекла широчайшие круги в разрешение технических проблем.
Я говорил на этой конференции, что в условиях массово-поточного производства поток начинается от склада сталей. Склад стали у нас не является местом простого хранения материалов, – это своеобразный цех, в котором происходит изготовление заготовок для дальнейшего технологического процесса. На современных предприятиях такие склады обычно оборудованы большим количеством разнохарактерных механизмов и обязательно снабжены кранами. Их расположение на плане должно быть обязательно увязано со всем технологическим процессом.
Я говорил, что нам нужно созвать ряд технических совещаний с нашим заводом –поставщиком „Красный Октябрь“ и наладить бесперебойное снабжение нашего завода стандартными сталями. Сталь, поступающая с „Красного Октября“, не имеет стандартных размеров. Мы вынуждены давать в работу стали с невыдержанными допусками профилей, и это вызывает большой брак нашего оборудования.
Вскоре созывается техническое совещание „Красного Октября“ и нашего завода. Я делаю доклад о сталях для тракторных деталей. Массово-поточное производство выдвинуло совершенно новые задачи перед металлургическими заводами – поставщиками сталей. Для массово-поточного производства нужна сталь однородная, не имеющая внутренних дефектов; усадочной рыхлости, пузырей, флокенов и неметаллических включений. Механические качества стали должны быть повышены. Внешние пороки, должны отсутствовать совершенно или должны быть максимально сужены. При несоблюдении хотя бы одного из этих требований сталь непригодна к употреблению или может быть использована в отдельных случаях с дополнительной обработкой, что несвойственно массовому производству и не предусмотрено никакими технологическими процессами.
Форд разработал собственные стандарты марок с такими узкими пределами отдельных составных элементов стали, что можно было бы из одной нашей марки выкроить три фордовских по химическому анализу. И, конечно‚ это дает хорошие результаты. Детали получаются однородными как по химическому составу, так и по механическим свойствам.
Ряд новых заводов уже сейчас начинает ставить эти задачи перед металлургическими заводами Союза. Время не ждет. На предприятиях массово-поточного производства допуски на механическую обработку в большинстве случаев не превышают 1/2 миллиметра на сторону. Этим и объясняются так называемые „капризы“ новых заводов, не удовлетворяющихся современным состоянием прокатного дела. Это и вызывает жесточайшую необходимость в организации зачистных отделений на металлургических заводах для зачистки поверхности болванок и проката от плены, волосовин и заката.
Если нет стандартной стали, следовательно, не может быть и стандартного инструмента по ее переработке, и планового ремонта инструмента и механизмов. Все будет случайным, непредвиденным и приведет к авариям, нарушениям плановости, массовости, вызовет доделки, доводки необходимость „приспособляться“, возврат к ручной работе.
Ежедневно к 10 часам утра мы собираемся на узкие технические совещания в кабинете начальника механо-сборочного цеха. Совещанием руководит председатель ВАТС т. Михайлов или директор завода т. Пудалов. На повестке только один вопрос – сколько дефицитных деталей и сколько в какую смену будет подано деталей в течение сегодняшнего дня.
На совещании присутствуют начальники всех заготовительных цехов, начальник отдела снабжения и главный механик. Все участники совещания сосредоточены, злы. все нервничают. Видно, что никто еще не успел выспаться. Все сидят наклонив головы‚ и не смотрят друг на друга. По мере надобности вызываются другие работники завода – те, от кого зависит разрешение поднятого вопроса.
Сегодня идет большой брак задней полуоси – она тверже допустимых пределов. Немедленно вызывается главный металлург. Он приходит в сопровождении начальника лаборатории т. Зыбина. Начальник второй термической мастерской Кузьмин и американский специалист Бласко сидят здесь же. Задняя полуось, по словам главного полуось, по словам главного металлурга, получается тверже от того, что ее начали обрабатывать каким-то новым способом. Пудалов отлает распоряжение главному металлургу и Кузьмину немедленно заняться полуосью. Те тотчас же исчезают.
На следующий день полуось так же‚тверда. Снова вызывается главный металлург. И снова, по распоряжению Пудалова, так же быстро исчезают. Это происходит до тех пор, пока задняя полуось не начинает идти нормальной твердости.
Эти совещания выматывают до последних пределов. Все заняты деталями, необходимыми для сегодняшнего выпуска. Других вопросов на заводе как бы не существует совершенно.
Как-то ночью в выходной день ко мне на дом позвонил т. Михайлов. Он сообщил, что механо-сборочный цех израсходовал все детали N 41. Деталей было достаточно еще на один день, но сборка, работая в выходной день „съела“ весь запас. Утром сборка может остановиться. Тов. Михайлов отдал распоряжение организовать работу по изготовлению этой детали.
Я отправляюсь в цех. В цехе никого, кроме нескольких рентных рабочих. Я роюсь в шкафах при помощи табельщика нахожу книгу адресов. Выписываю адреса мастеров по осадочным машинам, забираю с собой несколько бланков пропусков, беру печать цеха и отправляюсь в поселок искать рабочих и мастеров.
Я обхожу квартиру за квартирой. Везде пусто, никого дома нет. Отправляюсь в кино, дежурю у входа. Мне удается обнаружить одного рабочего. С ним мы идем в комбинат, где живут несколько рабочих нашего цеха.
Уже 12 часов ночи. Мы будим несколько человек и узнаем, что некоторые из них работают на аяксах. Я выписываю здесь же пропуска и направляю их в цех.
Рабочие выполняют распоряжение, как на фронте. Ни одного слова протеста, ни намека на отказ. Некоторые даже довольны тем, что на них выпадает задача „вывести“ производство в такой трудный, ответственный момент.
Я захожу на фабрику – кухню с тем, чтоб для этой группы рабочих был обеспечен обед ночью. Когда я возвращаюсь в цех – работа уже идет полным ходом. Рабочие на себе переносят штампы, и уже идет установка их. К ночному обеденному перерыву в печь заложен металл. 200 штук деталей отштамповано к началу утренней смены. Детали еще в горячем виде тащат на наждак и обдирают облой.
Сейчас можно было бы вспомнить десятки подобных случаев. Когда не ладится штамп или вдруг происходит та или иная непредвиденная авария механизма, рабочие и наладчики, без единого слова протеста, без жеста недовольства, остаются работать вторую, а иногда и третью смену. И, когда мне приходится отдавать распоряжение об этом, я совершенно уверен, что распоряжение это будет выполнено.
На некоторых‚ наиболее ответственных участках как-то даже вошло в систему не оставлять работы до полного ее окончания. Этим особенно отличаются ремонтники. При ремонте единственного 12-тысячного молота бывали случаи, когда слесаря по 2, a то и по 3 смены работали на еще не остывшем молоте.
A днем все приходят „докладаться“. C утра приходит механик и в мельчайших подробностях описывает положение дела. Остановлен молот № 29, ремонтно-механическая запорола деталь; инструментальная не точит поршневых колец; ремонтный мастер просит прибавку; такелажники не вышли на работу.
Производственные мастера один за другим приходят со своими невзгодами. Одному выдан в цех неотремонтированный штамп, у другого нехватает рабочих, y третьего идет большой брак.
Секция оборудования ‚,зашивается" со снятием чертежей запасных частей. Нехватает квалифицированных чертежников.
Приходят из инструментально-штамповой с жалобой на большое количество внеплановых заказов.
И так один за другим. Каждый старается рассказать о своих делах. Часто это даже не вызывается необходимостью – просто приходят люли „поделиться“, поставить в известность, доложить. Это какая-то дурная привычка. Часто приходят сообщить по нескольку раз в день о выполнении какого-либо распоряжения. Распоряжение еще не выполнено, а ‚,докладают“ о нем уже в третий или четвертый раз. Это чертовски загружает работу, засоряет ее, мешает думать.
Особенно этим отличаются наши „старики“. Но благо, их не так много в цехе. Они рассосались, и многие уже совершенно исчезли из цеха. Ушел Сорокин - бывший распредмастер, считавший себя хозяином в цехе и концентрировавший всю работу в своей знаменитой ‚,кабалистической“ книжке. Он никак не мог мириться с мыслью, что работа его расчленена на части и что какие-то графики и диаграммы заменяют теперь его записную книжку.
Ушел мастер Вольхин, последнее время очень сильно жаловавшийся на больные ноги и на плохое состояние нервной системы. Он действительно сильно изнервничался, говорил, что совсем потерял сон и ему постоянно видятся кошмары.
Он был каким-то статистиком в цехе. Несмотря на то, что в своей книжечке он аккуратно отмечал все необходимые данные, все это не служило ему материалом для оперативной работы. Он как говорится „фиксировал“.
На старых заводах он привык разгуливать по цеху и наблюдать за тем, как все движется и все находится на своем месте. Но исправить на месте возникающие неполадки он не мог. Он умел расставить рабочую силу, дать каждому работу, но он никогда не был наладчиком и не мог указать причину брака, не мог показать правильных способов штамповки. Это сильно понижало его авторитет среди молодых рабочих и лишало его возможности технически руководить. Он был мастером-администратором.
Ушел и мастер Мясников, а с ним и некоторые другие, считавшие, что штамповать под молотом - „скучная работа“. Мясников привык работать на свободной ковке и „проявлять искусство“. Уходя из цеха, он говорил мне: „Я кузнец, а не штамповщик, - штамповать слишком скучно. Здесь нужно только подкладывать заготовки пол штамп и шлепать детали, я же кузнец и могу сковать все: могу отковать портрет, сделать пол молотом розан“.
Но нам не нужны такие „художники“. Если нужно будет сделать под молотом розан, мы заготовим предварительно штамп и будем штамповать розаны не менее 500 в течение смены.
Работа Мясникова будет слишком дорога для нас, непроизводительная, да и по качеству бесспорно хуже.
Теперь в цехе больше „заворачивает“ молодежь. Выдвинулись новые люди, хотя и работают они в цехе не более гола. Многие из них до сего времени и производства совсем не видели.
Выдвинулись Яковлев, Кисляков, Муковнин, Косенко, восемь месяцев тому назад пришедший к нам из колхоза. В тяжелой кузнице работает мастером „двухсотник“ Коваленко.
В большинстве это комсомольцы, и комсомол зорко следит за их работой. Молодые ребята поднимаются как на дрожжах, растут c каждым днем. Правда, у них нет еще достаточных технических знаний. Проходится все время прибегать к помощи американцев, но многие из них прошли хорошую школу штамповки. Они прошли и через наладку и сейчас совершенствуются на работе мастеров.
И теперь, на руководящей работе, им приходится часто самим становиться за молот, брать кувалду, устанавливать штамп. Они не просто администрируют, а технически руководят и учатся сами. И, конечно, приходится многое им прощать за ошибки, вызванные их молодостью и незнанием. Они действуют и поэтому движутся вперед, а это лучше, чем, если бы они ничего не делали и не ошибались.
У них нет „дедовских“ кустарных традиций, как это было у наших старых мастеров. Старым мастерам приходилось, так же как и молодежи, по существу, заново обучаться в цехе, а в этом отношении молодежь имеет преимущества. Она беспрекословно выполняет распоряжения и никогда не жалуется на ноги.
А ног действительно жалеть нельзя. Работа мастера состоит в том, чтобы непрерывно курсировать от молота к молоту и непрерывно наблюдать за качеством работы. Зевать нельзя ни одной минуты. Кузница в течение одной минуты дает продукции на 150 рублей. Стоит мастеру провозиться у какого-либо одного места, как на другом наштампуют за два или три часа 200-300 негодных деталей.
Изменился и характер конструкторского бюро. Конструктора с засученными рукавами, часто находятся у механизмов. Чертежники выросли в неплохих конструкторов, и даже комсомолка Катюша, работавшая в Бюро по хранению чертежей, перешла на работу копировщицы, затем стала чертежницей, а теперь работает начинающим конструктором.

Ликвидирован брак клапанов. Тов. Беркутский – заведующий конструкторским бюро, после производственной командировки по заводам Союза берется в течение суток спроектировать штампы для любых клапанов.
Производственные командировки по нашим новейшим заводам дали чрезвычайно богатый опыт. Особенно это было важно для наших конструкторов. Даже в не работавших еще цехах они могли почерпнуть много. Они знакомились с проектами, изучали чертежи и перенимали наилучшие методы работы.
Тов. Ковтуненко сконструировал новый штамп для детали N 41. Это та самая деталь, за которой мне однажды приходилось охотиться ночью. Деталь изготовляли неплохо, но после штамповки на осадочной машине деталь приходилось обрезать горячей пилой. Ковтуненко спроектировал штамп, заканчивающий всю деталь в осадочной машине.
Американец Келлер – мастер осадочных машин категорически возражал против штампа. Испытание нового штампа проводил сам Келлер. За три или четыре хода штамп был изуродован. Ковтуненко извлек штамп из машины и по его указанию штамп был отремонтирован в штамповой мастерской. Через две недели Ковтуненко сам провел испытание. Испытание дало блестящие результаты – штамп работал безукоризненно.
Прикреплённые файлы:
История "Планеты Бурь" http://shubinpavel.ru/
14. Кузница дышит полной грудью. Нам уже не нужно много американцев. Письмо тов. Сталину. В чем героизм нашей молодежи?
Кузница по выпуску идет впереди всех других цехов.
Видите эти площадки – это кузница „набирает силы“. За два месяца производительность повышается неимоверно быстро, неслыханно идет вверх. Затем снова идет накопление сил.
740 тонн поковок изготовила кузница в феврале и 2 700 тонн в сентябре.
К январю кузница достигает 3300 тонн – это уже совсем близко к проектной мощности завода.
Параллельно с этим быстро падает расход мазута на тонну поковок.
C июня расход мазута идет ниже проектной цифры.
Молоты стучат непрерывно. Кузница вся в движении. Инструментально-штамповая едва успевает справляться с заказами. Здесь рост квалификации идет значительно медленнее. Однако уже выровнены основные участки, уже и здесь овладели наиболее важными местами. Штампы для передней оси и коленчатого вала изготовляются в сроки, близкие к американским. Сейчас только 140 часов требуется для изготовления этих штампов.
В инструментально-штамповой мастерской не осталось ни одного иностранного специалиста. Все штампы, и наиболее сложные в том числе, дают наши рабочие. Даже на камерах, оригинальных копировально-фрезерных станках, считавшихся привилегией американцев, в качестве бригадира работает наш молодой техник и весьма успешно справляется с задачей. Все управление станком производится при помощи кнопок, расположенных в несколько рядов. Наш техник работает кнопками как на клавиатуре рояля.
Основная задача теперь – повысить качество штампов для аяксов. Здесь требуется значительно большая точность, а с ней в инструментальной мастерской еще до сего времени недостаточно считаются.
В октябре нависает новая угроза – нет запасных частей. Все импортные штоки уже израсходованы. Лопнули две ‚‚бабы“ на молотах в тяжелой кузнице. Наши заказы на запасные части невозможно разместить. Задача создания базы для бесперебойной работы кузницы новейшего типа вырастает во всей остроте. Запас штамповых кубиков иссякает тоже.
С большим трудом удается получить с завода „Баррикады“ несколько штоков для молотов за какие-то другие одолжения ‚,Баррикадам“ с нашей стороны. Но это не выход, так как сегодня или завтра могут выйти из строя другие штоки. Встает на ноги Харьковский тракторный, работают „Красный путиловец“, Автозавод им. Молотова в Нижнем, завод им. Сталина в Москве, входит в строй Челябинский. База запасных частей для кузниц во что бы то ни стало должна быть создана теперь же.
Из-за отсутствия штоков мы работаем с перебоями. И снова непомерно нервная обстановка начинает охватывать цех. Мы находим выход в том, что заказываем на „Красном Октябре“ прокатать нам болванки в виде длинных квадратных штанг. Мы сами проковываем их на наших неприспособленных для этой работы молотах и термически обрабатываем полукустарным способом в нашей термической мастерской. Мы не можем ковать штоков вместе с поршнями и поэтому изготовляем поршни отдельно. В горячем виде мы одеваем головку поршня на шток и расклепываем головку на нем.
В течение месяца мой помощник инженер Чешев занят почти исключительно этой работой. Он изучает металл, идущий на штоки, подбирает правильные конусы, организует всю технику насадки поршня‚ и к январю 1932 года мы уже сами в нашей инструментально-штамповой мастерской успеваем изготовить 72 штока с поршнями. Однако – до сего времени наши штоки в силу ряда металлургических условий значительно ниже импортных.
Небольшой филиал общезаводской лаборатории, который мы организовали в кузнечном цехе, обстоятельно изучает вопрос о применении сталей для штоков. Мы не сомневаемся, что материалы наших исследований и наблюдений лягут в основу нового завода‚ который специализируется на изготовлении запасных частей для новых массово-поточных штамповочных цехов.
Когда лопнули первые две ‚‚бабы“ 4- и 5-тысячных молотов, мы оказались в совершенно безвыходном положении. Пришлось искать каких-либо паллиативных мер. Мы принялись за ремонт „бабы“. Под руководством того же Чешева специальные хомуты, стягивающие трещины, в горячем виде были одеты на ‚.бабы“.
Американец, Болл никогда не видел таких способов ремонта «бабы». Этого не требуется в условиях Америки – новые запасные части всегда будут доставлены вам на место фирмой, изготовлявшей их. Он говорит, что если опыт подобного ремонта будет удачным, то это значительно обогатит его практический стаж. „Бабы“ отремонтированы и работают в течение года в этаком искалеченном виде.
Все выше поднимается норма по изготовлению коленчатого вала и передней оси. Долотов, Кубасов, Ковалев и Рауткин уже перевалили за 200 штук в смену: Долотов дает 272 коленчатых вала, Кубасов 280 передних осей,
На трехдюймовом аяксе изготовляют уже по 1 100 спиц, а клапанов на двухдюймовом аяксе – 1 000 штук. Кузница уже дышит полной грудью. Поток сильно выправлен. Массовость приближается к проекту. В течение месяца изготовляется 350 000 спиц, 80 000 клапанов, 400 000 шпор. И все детали механизма к механизму непрерывным потоком.
В январе кузница ежедневно потребляет 13 вагонов стали. Единственный кран в заготовительном отделении едва успевает справляться с работой.
В заготовительном отделении уже работают четверо ножниц. Там же установлены третий пресс для шпор и горячая пила для резки и использования отходов.
Самые мощные из ножниц, похожи на пресс громадных размеров. На них можно разрезать штанги прокатанной стали толщиною почти в телеграфный столб.
Здесь мы нарезаем все виды заготовок. Хромо-никелевые штанги для коленчатого вала подаются прямо из вагона в специальную печь для легкого подогрева заготовки, нарезанные длиною в один метр, подвозятся на автокарах к длинной методической печи в кузницу и нагреваются для штамповки.
У едва успевших остыть коленчатых валов кувалдой отламывают концы. Краном подают валы к термической мастерской.
Здесь они поступают в автоматическую печь и нагреваются устранения внутренних напряжений. Затем при помощи электрического подъемника их нагружают на толкатель закаленной печи. Вынув с противоположной стороны печи электрической талью, валы калят в баке с водой и снова загружают для отпуска на толкатель следующей печи. Охлажденные в баке с водой, валы попадают на контроль. Контролер затачивает маленькую площадку на конце вала и испытывает его на твердость.
Отсюда валы, прошедшие испытание, поступают на правку под‚ двухсоттонный гидравлический пресс.
Выправленные валы травятся в серной кислоте, и чистые от калины, снова пройдя контроль, направляются в механо-сборочный цех.
Конвейер рольганги и катучие балочки, соединяющие печи термической обработки, исключили совершенно потребность мастерской в автокарах и во много раз облегчили работу.
B механическом цехе уже появился задел многих деталей и возле некоторых станков образовались солидные груды наших поковок. Уже перестали рвать у нас из-под рук детали, а некоторые даже отказываются принимать. Стали больше напирать на качество, требовать более точного соблюдения технических условий.
Да и в кузнечном цехе то там, то здесь кучами сложены детали в ожидании приемки или дальнейших операций.
В кузнице среди инженерно-технического персонала уже ведутся новые споры: о нормальном размере задела, о затоваривании, нарушении правильного потока и о всех неприятностях, вызываемых перепроизводством и некомплектным, неплановым перевыполнением программы.
Коленчатые валы подвергаются механической обработке: у них подрезаются торцы, обрабатываются оба конца и шейки. Шейки проходят обдирку‚ чистовую обработку, а затем шлифовку наждачными кругами. На особом станке вал проверяют на уравновешенность, после этого он поступает на сборку.
На малом конвейере, где собирают моторы, вал ставится внутрь блока, и больше его не видно. Моторы передаются в испытательную станцию, где проверяется мощность каждого из них при помощи динамомашины. Моторы окрашиваются и поступают на большой конвейер, на котором происходит сборка тракторов.
Мотор укрепляется на раме, затем туда устанавливается радиатор, рулевое управление, баки и т. д. Трактор проходит красильное отделение и сушилку, заводится перед спуском с конвейера и сходит на собственном газу. Каждые шесть минут с конвейера сходит трактор. Во дворе кран поднимает тракторы и устанавливает их на железнодорожные платформы. Эшелоны площадок, груженных тракторами, ежедневно отправляются во все стороны Советского союза, на колхозные и совхозные поля.
Зиму 1932 года мы встретили значительно более подготовленными. Выстроена стена в инструментально-штамповой мастерской, отделяющая теперь наглухо термическую. По всей мастерской вставлены вторые рамы, проведено паровое отопление. Сейчас инструментальщики могут работать уже с засученными рукавами, а главное – не спеша. Это весьма много значит для работы цеха.
У въездных дверей всюду сделаны длинные деревянные тамбуры, а шторы по всей кузнице закрыты двойным щитом, засыпаны опилками. Все пирометры и другие нежные приборы закрыты теплыми остекленными будками.
Нефтепроводы отеплены по всем траншеям до самых печей. К каждой печи сделана подводка острого пара для продувки мазута. Траншеи закрыты листами.
Ho дороги у нас попрежнему ужасны. Автокары попрежнему прыгают через ухабы, калечат людей и выходят из строя.
Мы едва успеваем очищать территорию внутри и снаружи цеха. У нас как-то укоренилось в сознании, что достаточно очиститься один раз, как дальше не требуется никакого ухода. Однако ежедневно из кузницы вывозится отходов и брака около трех вагонов и не менее полувагона битого кирпича, окалины, концов и разного мусора. Требуется регулярный, систематический, плановый уход за чистотой.
С большим трудом весной нам удалось сделать возле кузницы газоны, засеять травы и насадить цветов. Их здесь теперь больше, чем у Дженерал Алоу в Чампейне, и вдоль стен инструментально-штамповой мастерской цветут георгины.
Мы уже не нуждаемся в помощи большого количества американцев, и я веду переговоры об оставлении только троих. Но они заламывают неимоверную цифру, и я вынужден отпустить и этих. Вскоре после их отъезда я начал получать от них письма из-за границы. Большинство хочет вернуться назад.
Некоторое время назад я получил сведения, о том, что приехал Ухвб, отказавшись от валюты. Приехал также и Гартман, не соглашавшийся оставаться прежде. Выезжают в Союз и многие другие. Я получаю письма от некоторых рабочих, с которыми я встречался в Америке, но о которых теперь совершенно забыл. Все они сообщают о желании приехать в СССР. Большинство из них находится в числе тех 12 миллионов безработных, которых не может прокормить эта обильная страна.
Картина работы цеха резко изменилась. Нет толчеи и бесконечного повторения пройденных этапов. Во многом мы освободились от кустарщины. Ввели много новых стандартов. Пришлось заменить цехового механика – этого прекрасного старика – кустаря‚ обладавшего большим производственным стажем. Обязанности механика теперь выполняет инженер, который бьется над проведением графика „принудительного“ ремонта механизмов.
Многое идет значительно спокойнее и организованнее. График, хотя , еще и недостаточный, начинает все-таки превалировать над всеми другими способами планировочной работы. В течение рабочего дня теперь нет никаких заседаний, и, как мне кажется, из-за одного этого многие вздохнули значительно свободнее.
Начальники отделений больше бывают в цехе и в курсе всех мелочей. Люди не приходят уже с таким бесконечным количеством мельчайших сырых вопросов, а все чаще и чаще разрешают их на местах. Некоторые почувствовали себя действительными хозяевами на своих участках и проявляют инициативу и изобретательность. Теперь распоряжения мне не приходится детализировать в такой степени, как это было несколько месяцев назад. Люди понимают с полуслова, что нужно сделать.
Все участки точно определились, выявлены больные места на каждом из них. На узких технических совещаниях, созываемых от времени до времени по отделениям, мы определяем характер работ и подробнейшим образом расписываем способы дальнейшей работы. Мы записываем каждого исполнителя и проставляем сроки окончания работ. Таких планов по цеху у нас найдется несколько, так например: по технологическому бюро переписаны все-виды штампов, которые должны быть реконструированы в течение ближайших двух месяцев.
График принудительного капитального ремонта оборудования висит на стене, его можно наблюдать ежедневно. Когда нужно проверить работу на каком-либо участке, стоит только открыть папки, в которых записаны задания по основным вопросам – и картина становится ясной.
Кончился период затяжных совещаний, которые хотя и были для нас школой технической грамоты, но наряду с пользой приносили колоссальный вред. Сейчас чувствуются единоначалие и техническое руководство тех людей, которые в техническом отношении выросли больше других. Но цех попрежнему еще напоминает механизм, в котором пружина заводится не более чем на несколько суток. Пружина ослабевает, и ее требуется все время заводить, хотя теперь это делается уже методически, без рывков и перенапряжения пружины.
В апреле 1931 года в цехе появились первые хозрасчетные бригады. В декабре их уже 100, а в марте 1932 года весь цех состоит из хозрасчетных бригад. Ежемесячно мы выплачиваем 2-3 тысячи рублей премии за экономию, получаемую этими бригадами. Эффект работы этих бригад исчисляется в 12-15 тысяч рублей ежемесячно. Только благодаря хозрасчету удается на некоторых участках снизить высокий процент брака.
B января 1932 года цех перевыполняет программу и впервые выходит в конце месяца c небольшой прибылью в 76 тысяч рублей.
В январе 1932 года завод уже выпускает 100 машин в сутки, а к XVII партконференции дает 125 тракторов в день. Ударники-рабочие и специалисты завода завоевывают право написать письмо т. Сталину. Привожу краткие выдержки из этого письма:
«… Нам надо было овладеть наукой и техникой массово-поточного производства. Мы были поставлены лицом к лицу с первоклассным оборудованием, нам предстояло в несколько месяцев освоить то, что десятилетиями накопилось за границей.
Опыт пуска нашего завода сыграл колоссальную роль в освоении Советским союзом новых производств. На уроках нашего завода страна научилась сокращать пусковой период новых гигантов пятилетки.
Как мы добились решающих успехов в борьбе за пуск завода?
Шесть условий, выдвинутые в твоей речи „о новой обстановке и задачах хозяйственников“, научили нас, как овладеть техникой, как стать хозяевами дела.
Мы начали с того, что разбили старую систему оплаты труда. Мы не только разоблачили ложь о том, что при конвейерном производстве не нужна сдельщина, но на деле показали ее громадное преимущество.
Ведущими по зарплате мы сделали инструментальщиков, литейщиков и кузнецов. И это сразу отразилось на движении конвейеров.
Заработки наши выросли. Выросли и наши потребности. Мы получили образцовую фабрику-кухню и питаемся теперь куда лучше, чем в прошлые годы. Фабрика-кухня дает 37 000 обедов. Рабочие горячих цехов и ударники получают повышенную норму питания.
Начала перестраиваться и наша кооперация. Открыт магазин для ударников, два магазина для ИТР, расширена сеть ларьков и магазинов. Недавно открыт лучший в Союзе единый диспансер, в котором работает сейчас свыше 100 врачей.
Отстроена школа фЗС на 2 500 детей рабочих. В ближайшие месяцы будет закончен клуб на 3000 и цирк на 4000 зрителей. Мы имеем возможность одновременно с Москвой слушать звуковые картины в кино „Ударник“, пропускающем 6000 человек в день.
Посажены тысячи деревьев, разбиты новые сады, скверы, асфальтирована часть тротуаров.
68 процентов инженеров и техников нашего завода окончили, советские втузы. Одна треть нашего командного состава – коммунисты и комсомольцы. Из молодых специалистов мы выковали умелых организаторов руководителей.
Во главе нашего коллектива стоит 4-тысячная парторганизация. Коммунисты, комсомольцы показывают нам примеры большевистской борьбы за технику, учат нас работать по-новому.
Комсомольская организация выросла до 7 тысяч человек...“
Я сижу в президиуме торжественного собрания в здании цирка. Цирк полон. Выступают представители городских организаций. Зачитываются телеграммы из края и центра... Рабочие других заводов поздравляют нас с нашей новой победой – выпуском 150 тракторов в день. Я перебираю в памяти всех товарищей, с которыми вместе мы боремся и побеждаем трудности в нашей работе. Это в большинстве молодежь, редким из них перевалило за 25-26 лет.
Их героизм не в том, что они, надрываясь, переносят на своих плечах большие физические тяжести – этого не требуется – для этого существуют краны. Они герои не потому, что проводят в цехе по две и три смены – это свидетельствует лишь о нашем неумении организовать труд. Их преимущество в том, что они путем ‚кропотливой, методической и упорной работы овладели техникой нового производства.
Именно они, начинающие жить и работать, прошедшие мучительный путь овладения первым массово-поточным заводом в нашей стране, будут создавать у нас новые гиганты социалистической индустрии, соединяя революционный размах с американской деловитостью.
Кузница по выпуску идет впереди всех других цехов.
Видите эти площадки – это кузница „набирает силы“. За два месяца производительность повышается неимоверно быстро, неслыханно идет вверх. Затем снова идет накопление сил.
740 тонн поковок изготовила кузница в феврале и 2 700 тонн в сентябре.
К январю кузница достигает 3300 тонн – это уже совсем близко к проектной мощности завода.
Параллельно с этим быстро падает расход мазута на тонну поковок.
C июня расход мазута идет ниже проектной цифры.
Молоты стучат непрерывно. Кузница вся в движении. Инструментально-штамповая едва успевает справляться с заказами. Здесь рост квалификации идет значительно медленнее. Однако уже выровнены основные участки, уже и здесь овладели наиболее важными местами. Штампы для передней оси и коленчатого вала изготовляются в сроки, близкие к американским. Сейчас только 140 часов требуется для изготовления этих штампов.
В инструментально-штамповой мастерской не осталось ни одного иностранного специалиста. Все штампы, и наиболее сложные в том числе, дают наши рабочие. Даже на камерах, оригинальных копировально-фрезерных станках, считавшихся привилегией американцев, в качестве бригадира работает наш молодой техник и весьма успешно справляется с задачей. Все управление станком производится при помощи кнопок, расположенных в несколько рядов. Наш техник работает кнопками как на клавиатуре рояля.
Основная задача теперь – повысить качество штампов для аяксов. Здесь требуется значительно большая точность, а с ней в инструментальной мастерской еще до сего времени недостаточно считаются.
В октябре нависает новая угроза – нет запасных частей. Все импортные штоки уже израсходованы. Лопнули две ‚‚бабы“ на молотах в тяжелой кузнице. Наши заказы на запасные части невозможно разместить. Задача создания базы для бесперебойной работы кузницы новейшего типа вырастает во всей остроте. Запас штамповых кубиков иссякает тоже.
С большим трудом удается получить с завода „Баррикады“ несколько штоков для молотов за какие-то другие одолжения ‚,Баррикадам“ с нашей стороны. Но это не выход, так как сегодня или завтра могут выйти из строя другие штоки. Встает на ноги Харьковский тракторный, работают „Красный путиловец“, Автозавод им. Молотова в Нижнем, завод им. Сталина в Москве, входит в строй Челябинский. База запасных частей для кузниц во что бы то ни стало должна быть создана теперь же.
Из-за отсутствия штоков мы работаем с перебоями. И снова непомерно нервная обстановка начинает охватывать цех. Мы находим выход в том, что заказываем на „Красном Октябре“ прокатать нам болванки в виде длинных квадратных штанг. Мы сами проковываем их на наших неприспособленных для этой работы молотах и термически обрабатываем полукустарным способом в нашей термической мастерской. Мы не можем ковать штоков вместе с поршнями и поэтому изготовляем поршни отдельно. В горячем виде мы одеваем головку поршня на шток и расклепываем головку на нем.
В течение месяца мой помощник инженер Чешев занят почти исключительно этой работой. Он изучает металл, идущий на штоки, подбирает правильные конусы, организует всю технику насадки поршня‚ и к январю 1932 года мы уже сами в нашей инструментально-штамповой мастерской успеваем изготовить 72 штока с поршнями. Однако – до сего времени наши штоки в силу ряда металлургических условий значительно ниже импортных.
Небольшой филиал общезаводской лаборатории, который мы организовали в кузнечном цехе, обстоятельно изучает вопрос о применении сталей для штоков. Мы не сомневаемся, что материалы наших исследований и наблюдений лягут в основу нового завода‚ который специализируется на изготовлении запасных частей для новых массово-поточных штамповочных цехов.
Когда лопнули первые две ‚‚бабы“ 4- и 5-тысячных молотов, мы оказались в совершенно безвыходном положении. Пришлось искать каких-либо паллиативных мер. Мы принялись за ремонт „бабы“. Под руководством того же Чешева специальные хомуты, стягивающие трещины, в горячем виде были одеты на ‚.бабы“.
Американец, Болл никогда не видел таких способов ремонта «бабы». Этого не требуется в условиях Америки – новые запасные части всегда будут доставлены вам на место фирмой, изготовлявшей их. Он говорит, что если опыт подобного ремонта будет удачным, то это значительно обогатит его практический стаж. „Бабы“ отремонтированы и работают в течение года в этаком искалеченном виде.
Все выше поднимается норма по изготовлению коленчатого вала и передней оси. Долотов, Кубасов, Ковалев и Рауткин уже перевалили за 200 штук в смену: Долотов дает 272 коленчатых вала, Кубасов 280 передних осей,
На трехдюймовом аяксе изготовляют уже по 1 100 спиц, а клапанов на двухдюймовом аяксе – 1 000 штук. Кузница уже дышит полной грудью. Поток сильно выправлен. Массовость приближается к проекту. В течение месяца изготовляется 350 000 спиц, 80 000 клапанов, 400 000 шпор. И все детали механизма к механизму непрерывным потоком.
В январе кузница ежедневно потребляет 13 вагонов стали. Единственный кран в заготовительном отделении едва успевает справляться с работой.
В заготовительном отделении уже работают четверо ножниц. Там же установлены третий пресс для шпор и горячая пила для резки и использования отходов.
Самые мощные из ножниц, похожи на пресс громадных размеров. На них можно разрезать штанги прокатанной стали толщиною почти в телеграфный столб.
Здесь мы нарезаем все виды заготовок. Хромо-никелевые штанги для коленчатого вала подаются прямо из вагона в специальную печь для легкого подогрева заготовки, нарезанные длиною в один метр, подвозятся на автокарах к длинной методической печи в кузницу и нагреваются для штамповки.
У едва успевших остыть коленчатых валов кувалдой отламывают концы. Краном подают валы к термической мастерской.
Здесь они поступают в автоматическую печь и нагреваются устранения внутренних напряжений. Затем при помощи электрического подъемника их нагружают на толкатель закаленной печи. Вынув с противоположной стороны печи электрической талью, валы калят в баке с водой и снова загружают для отпуска на толкатель следующей печи. Охлажденные в баке с водой, валы попадают на контроль. Контролер затачивает маленькую площадку на конце вала и испытывает его на твердость.
Отсюда валы, прошедшие испытание, поступают на правку под‚ двухсоттонный гидравлический пресс.
Выправленные валы травятся в серной кислоте, и чистые от калины, снова пройдя контроль, направляются в механо-сборочный цех.
Конвейер рольганги и катучие балочки, соединяющие печи термической обработки, исключили совершенно потребность мастерской в автокарах и во много раз облегчили работу.
B механическом цехе уже появился задел многих деталей и возле некоторых станков образовались солидные груды наших поковок. Уже перестали рвать у нас из-под рук детали, а некоторые даже отказываются принимать. Стали больше напирать на качество, требовать более точного соблюдения технических условий.
Да и в кузнечном цехе то там, то здесь кучами сложены детали в ожидании приемки или дальнейших операций.
В кузнице среди инженерно-технического персонала уже ведутся новые споры: о нормальном размере задела, о затоваривании, нарушении правильного потока и о всех неприятностях, вызываемых перепроизводством и некомплектным, неплановым перевыполнением программы.
Коленчатые валы подвергаются механической обработке: у них подрезаются торцы, обрабатываются оба конца и шейки. Шейки проходят обдирку‚ чистовую обработку, а затем шлифовку наждачными кругами. На особом станке вал проверяют на уравновешенность, после этого он поступает на сборку.
На малом конвейере, где собирают моторы, вал ставится внутрь блока, и больше его не видно. Моторы передаются в испытательную станцию, где проверяется мощность каждого из них при помощи динамомашины. Моторы окрашиваются и поступают на большой конвейер, на котором происходит сборка тракторов.
Мотор укрепляется на раме, затем туда устанавливается радиатор, рулевое управление, баки и т. д. Трактор проходит красильное отделение и сушилку, заводится перед спуском с конвейера и сходит на собственном газу. Каждые шесть минут с конвейера сходит трактор. Во дворе кран поднимает тракторы и устанавливает их на железнодорожные платформы. Эшелоны площадок, груженных тракторами, ежедневно отправляются во все стороны Советского союза, на колхозные и совхозные поля.
Зиму 1932 года мы встретили значительно более подготовленными. Выстроена стена в инструментально-штамповой мастерской, отделяющая теперь наглухо термическую. По всей мастерской вставлены вторые рамы, проведено паровое отопление. Сейчас инструментальщики могут работать уже с засученными рукавами, а главное – не спеша. Это весьма много значит для работы цеха.
У въездных дверей всюду сделаны длинные деревянные тамбуры, а шторы по всей кузнице закрыты двойным щитом, засыпаны опилками. Все пирометры и другие нежные приборы закрыты теплыми остекленными будками.
Нефтепроводы отеплены по всем траншеям до самых печей. К каждой печи сделана подводка острого пара для продувки мазута. Траншеи закрыты листами.
Ho дороги у нас попрежнему ужасны. Автокары попрежнему прыгают через ухабы, калечат людей и выходят из строя.
Мы едва успеваем очищать территорию внутри и снаружи цеха. У нас как-то укоренилось в сознании, что достаточно очиститься один раз, как дальше не требуется никакого ухода. Однако ежедневно из кузницы вывозится отходов и брака около трех вагонов и не менее полувагона битого кирпича, окалины, концов и разного мусора. Требуется регулярный, систематический, плановый уход за чистотой.
С большим трудом весной нам удалось сделать возле кузницы газоны, засеять травы и насадить цветов. Их здесь теперь больше, чем у Дженерал Алоу в Чампейне, и вдоль стен инструментально-штамповой мастерской цветут георгины.
Мы уже не нуждаемся в помощи большого количества американцев, и я веду переговоры об оставлении только троих. Но они заламывают неимоверную цифру, и я вынужден отпустить и этих. Вскоре после их отъезда я начал получать от них письма из-за границы. Большинство хочет вернуться назад.
Некоторое время назад я получил сведения, о том, что приехал Ухвб, отказавшись от валюты. Приехал также и Гартман, не соглашавшийся оставаться прежде. Выезжают в Союз и многие другие. Я получаю письма от некоторых рабочих, с которыми я встречался в Америке, но о которых теперь совершенно забыл. Все они сообщают о желании приехать в СССР. Большинство из них находится в числе тех 12 миллионов безработных, которых не может прокормить эта обильная страна.
Картина работы цеха резко изменилась. Нет толчеи и бесконечного повторения пройденных этапов. Во многом мы освободились от кустарщины. Ввели много новых стандартов. Пришлось заменить цехового механика – этого прекрасного старика – кустаря‚ обладавшего большим производственным стажем. Обязанности механика теперь выполняет инженер, который бьется над проведением графика „принудительного“ ремонта механизмов.
Многое идет значительно спокойнее и организованнее. График, хотя , еще и недостаточный, начинает все-таки превалировать над всеми другими способами планировочной работы. В течение рабочего дня теперь нет никаких заседаний, и, как мне кажется, из-за одного этого многие вздохнули значительно свободнее.
Начальники отделений больше бывают в цехе и в курсе всех мелочей. Люди не приходят уже с таким бесконечным количеством мельчайших сырых вопросов, а все чаще и чаще разрешают их на местах. Некоторые почувствовали себя действительными хозяевами на своих участках и проявляют инициативу и изобретательность. Теперь распоряжения мне не приходится детализировать в такой степени, как это было несколько месяцев назад. Люди понимают с полуслова, что нужно сделать.
Все участки точно определились, выявлены больные места на каждом из них. На узких технических совещаниях, созываемых от времени до времени по отделениям, мы определяем характер работ и подробнейшим образом расписываем способы дальнейшей работы. Мы записываем каждого исполнителя и проставляем сроки окончания работ. Таких планов по цеху у нас найдется несколько, так например: по технологическому бюро переписаны все-виды штампов, которые должны быть реконструированы в течение ближайших двух месяцев.
График принудительного капитального ремонта оборудования висит на стене, его можно наблюдать ежедневно. Когда нужно проверить работу на каком-либо участке, стоит только открыть папки, в которых записаны задания по основным вопросам – и картина становится ясной.
Кончился период затяжных совещаний, которые хотя и были для нас школой технической грамоты, но наряду с пользой приносили колоссальный вред. Сейчас чувствуются единоначалие и техническое руководство тех людей, которые в техническом отношении выросли больше других. Но цех попрежнему еще напоминает механизм, в котором пружина заводится не более чем на несколько суток. Пружина ослабевает, и ее требуется все время заводить, хотя теперь это делается уже методически, без рывков и перенапряжения пружины.
В апреле 1931 года в цехе появились первые хозрасчетные бригады. В декабре их уже 100, а в марте 1932 года весь цех состоит из хозрасчетных бригад. Ежемесячно мы выплачиваем 2-3 тысячи рублей премии за экономию, получаемую этими бригадами. Эффект работы этих бригад исчисляется в 12-15 тысяч рублей ежемесячно. Только благодаря хозрасчету удается на некоторых участках снизить высокий процент брака.
B января 1932 года цех перевыполняет программу и впервые выходит в конце месяца c небольшой прибылью в 76 тысяч рублей.
В январе 1932 года завод уже выпускает 100 машин в сутки, а к XVII партконференции дает 125 тракторов в день. Ударники-рабочие и специалисты завода завоевывают право написать письмо т. Сталину. Привожу краткие выдержки из этого письма:
«… Нам надо было овладеть наукой и техникой массово-поточного производства. Мы были поставлены лицом к лицу с первоклассным оборудованием, нам предстояло в несколько месяцев освоить то, что десятилетиями накопилось за границей.
Опыт пуска нашего завода сыграл колоссальную роль в освоении Советским союзом новых производств. На уроках нашего завода страна научилась сокращать пусковой период новых гигантов пятилетки.
Как мы добились решающих успехов в борьбе за пуск завода?
Шесть условий, выдвинутые в твоей речи „о новой обстановке и задачах хозяйственников“, научили нас, как овладеть техникой, как стать хозяевами дела.
Мы начали с того, что разбили старую систему оплаты труда. Мы не только разоблачили ложь о том, что при конвейерном производстве не нужна сдельщина, но на деле показали ее громадное преимущество.
Ведущими по зарплате мы сделали инструментальщиков, литейщиков и кузнецов. И это сразу отразилось на движении конвейеров.
Заработки наши выросли. Выросли и наши потребности. Мы получили образцовую фабрику-кухню и питаемся теперь куда лучше, чем в прошлые годы. Фабрика-кухня дает 37 000 обедов. Рабочие горячих цехов и ударники получают повышенную норму питания.
Начала перестраиваться и наша кооперация. Открыт магазин для ударников, два магазина для ИТР, расширена сеть ларьков и магазинов. Недавно открыт лучший в Союзе единый диспансер, в котором работает сейчас свыше 100 врачей.
Отстроена школа фЗС на 2 500 детей рабочих. В ближайшие месяцы будет закончен клуб на 3000 и цирк на 4000 зрителей. Мы имеем возможность одновременно с Москвой слушать звуковые картины в кино „Ударник“, пропускающем 6000 человек в день.
Посажены тысячи деревьев, разбиты новые сады, скверы, асфальтирована часть тротуаров.
68 процентов инженеров и техников нашего завода окончили, советские втузы. Одна треть нашего командного состава – коммунисты и комсомольцы. Из молодых специалистов мы выковали умелых организаторов руководителей.
Во главе нашего коллектива стоит 4-тысячная парторганизация. Коммунисты, комсомольцы показывают нам примеры большевистской борьбы за технику, учат нас работать по-новому.
Комсомольская организация выросла до 7 тысяч человек...“
Я сижу в президиуме торжественного собрания в здании цирка. Цирк полон. Выступают представители городских организаций. Зачитываются телеграммы из края и центра... Рабочие других заводов поздравляют нас с нашей новой победой – выпуском 150 тракторов в день. Я перебираю в памяти всех товарищей, с которыми вместе мы боремся и побеждаем трудности в нашей работе. Это в большинстве молодежь, редким из них перевалило за 25-26 лет.
Их героизм не в том, что они, надрываясь, переносят на своих плечах большие физические тяжести – этого не требуется – для этого существуют краны. Они герои не потому, что проводят в цехе по две и три смены – это свидетельствует лишь о нашем неумении организовать труд. Их преимущество в том, что они путем ‚кропотливой, методической и упорной работы овладели техникой нового производства.
Именно они, начинающие жить и работать, прошедшие мучительный путь овладения первым массово-поточным заводом в нашей стране, будут создавать у нас новые гиганты социалистической индустрии, соединяя революционный размах с американской деловитостью.
История "Планеты Бурь" http://shubinpavel.ru/
По сути, книга завершена. Осталось только небольшое послесловие и немного статистики, что я набрал за время работы над темой. Все это постараюсь дать завтра
История "Планеты Бурь" http://shubinpavel.ru/
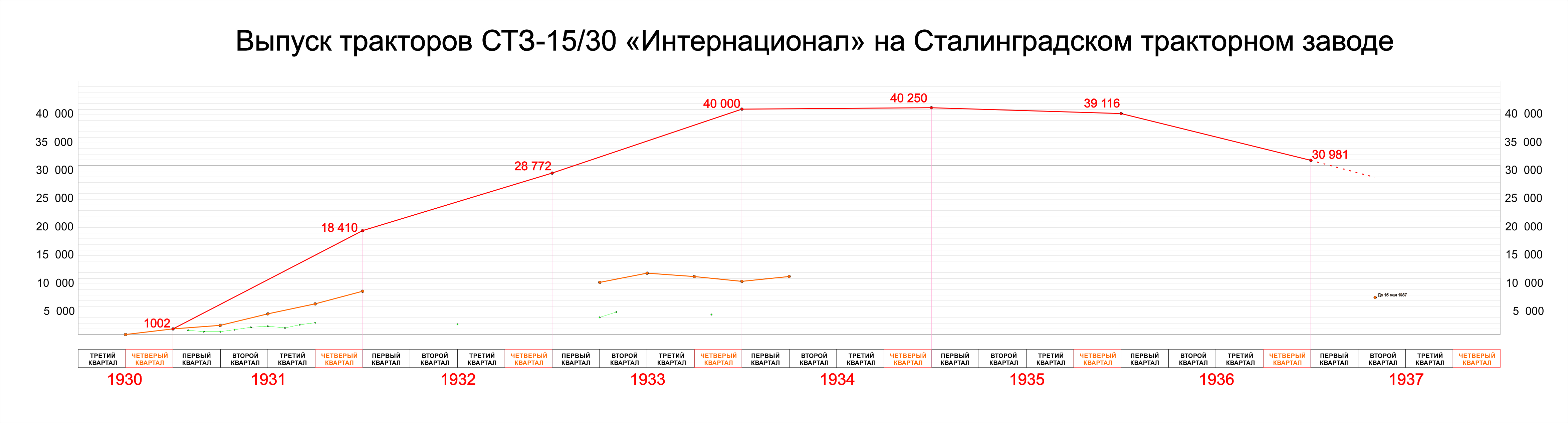
Послесловие.
Прошло почти полтора года со времени написания этой книги. Срок в наше время чрезвычайно большой. Многое изменилось с тех пор. Мы успели уже приобрести себе брата – Харьковский тракторный завод. Он вырос, окреп и уже соревнуется с нами. Изредка собираясь, мы обмениваемся опытом, мы совместно намечаем способы улучшения работы. Уже готова часть небольших, но оригинальных ценных работ. Они объединяют значительный круг молодых инженеров и техников, становящихся самостоятельными, зрелыми исследователями. Идет накопление богатого теоретического материала. И повышая теоретический уровень и будучи построенными на нашем опыте, они служат вместе с тем целям нашей практики. Пущены и работают уже 2 завода: Горьковский автозавод и Челябинский тракторный. Расширяется автозавод им. т. Сталина и Ярославский автозавод. Сталинградский тракторный работает полной нагрузкой - 150 тракторов B сутки. Забыты штурмы и всеобщая беготня за дефицитными деталями первых месяцев освоения. Мерно, как часы, начали ходить тракторы и автомобили с больших конвейеров автомобильных и тракторных гигантов.
Наш технический прогресс особенно ярок на фоне теоретической бедности Америки. Там, при исключительно гигантских масштабах строения и высокоразвитой автоматизации производства‚ ужасающая бедность теоретического материала. Справочники и каталоги заменяют серьезную техническую литературу. Эксперимент вытеснил исследования. В Германии же другой порок. Кропотливо разрабатывая теорию и подробнейшим образом обосновывая каждое новое движение в технике, немцы не строят могучих зданий, не имеют столь автоматизированных массовых производств. Нам нужно и то и другое. В этом синтезе залог наших дальнейших успехов.
В то время как мы, раз став на путь массово-поточного производства, развиваем его, двигаем его вперед, Форд – отец капиталистического массового производства – под давлением трехлетнего кризиса, работая на треть своей мощности, вынужден стать апологетом мелкого предприятия. Мерой спасения Форд считает возврат к мелким, раздробленным заводикам.
И. Б. Шейман.
Я долго думал, чем завершить эту историю? Просто при любом раскладе это было только начало. На момент завершения книги СТЗ только вышел на свою мощность. Став уверенно выдавать 40 тыс тракторов в год. И это было победой! Но о чем еще написать? На чем завершить историю? На завершении производства СТЗ-1? Начале выпуска гусеничного СТЗ-НАТИ? На конце 30х, когда не стало многих действующих лиц данной книги? Или перейти к 42 году, когда через завод прошла реальная линия фронта и танки, сходившие с конвейера, порой принимали бой порой даже не успев выехать за ворота? Или может на последующей реанимации завода? Все это заслуживает отдельного серьезного расследования. На которое у меня, увы, нет времени.
Но за время работы я попробовал составить график выпуска СТЗ-1. Жаль, но я не смог найти все данные. Так что уверенно можно отслеживать только выпуск в год. Но и он достаточно характерен. Ладно, если будет время, постараюсь вернуться к истории нашей индустриализации, а также СТЗ.
Надеюсь всем было интересно все это читать.
История "Планеты Бурь" http://shubinpavel.ru/
Немного о судьбе автора. Нашел такую биографию. Годы когда он был директором СТЗ смущают, но все вместе похоже на правду.
ШЕЙНМАН Илья Борисович (1900, Сергиевск Бугурусланского у. Самарской губ. – 1966, Москва), организатор производства.
В 1929 окончил металлургич. ф-т Моск. горной академии.
В 1929–30 – на стр-ве Сталингр. тракторного з-да.
В 1930–31 – в США, где знакомился с организацией произ-ва тракторов на амер. пр-тиях.
С 1931 нач. кузнечного цеха Сталингр. тракторного з-да, в 1932–34 дир. з-да. В 1932 награжден орд. Ленина.
В 1934–37 дир. Луганского паровозостроит. з-да, на к-ром был освоен вып. паровозов сер. ФД и ИС.
В 1937–38 дир. Ижорского судостроит. завода.
В 1938–40 зам. пред. науч.–техн. совета Наркомата судостроит. пром-сти СССР.
С 1940 дир. Ин-та по проектированию тракторных, автомоб. и др. з-дов массово-поточного произ-ва Наркомата ср. пром-сти СССР.
В 1951–57 нач. кузнечного цеха Моск. з-да малолитражных автомобилей.
С 1957 – на руководящей работе в Мин-ве автомоб. пром-сти СССР.
Соч.: Что я видел в Америке, что я сделал в СССР. М., 1934.
В РГАЭ есть его фонд (ф.152 д 53) В котором находятся:
Статьи и очерки (1933 - 1966): "Заметки директора", "О зарплате, нормах и экономии металла", "Паровоз "ИС", "Паровоз "ФД", "Об итогах работы Ворошиловградского паровозостроительного завода", "Резка заготовок" и др.
Воспоминания о Г. К Орджоникидзе, об инженере Сталинградского тракторного завода С. О. Макаровском, о писателе Я. Н. Ильине (1936 - 1937, 1962).
Доклад на конференции АН СССР по изучению производительных сил Молотовской области "Перспективы развития машиностроения в Молотовской области" (1945).
Записные книжки и тетради с рабочими записями (1928 - 1930, 1963).
Документы о работе на машиностроительных заводах (1933 - 1936), в Институте по проектированию тракторных, автомобильных и других заводов массово-поточного производства (1945 - 1951).
Биографические документы (1927 - 1966).
Путеводитель. Фонды личного происхождения. Российский государственный архив экономики. 3. 2001
ШЕЙНМАН Илья Борисович (1900, Сергиевск Бугурусланского у. Самарской губ. – 1966, Москва), организатор производства.
В 1929 окончил металлургич. ф-т Моск. горной академии.
В 1929–30 – на стр-ве Сталингр. тракторного з-да.
В 1930–31 – в США, где знакомился с организацией произ-ва тракторов на амер. пр-тиях.
С 1931 нач. кузнечного цеха Сталингр. тракторного з-да, в 1932–34 дир. з-да. В 1932 награжден орд. Ленина.
В 1934–37 дир. Луганского паровозостроит. з-да, на к-ром был освоен вып. паровозов сер. ФД и ИС.
В 1937–38 дир. Ижорского судостроит. завода.
В 1938–40 зам. пред. науч.–техн. совета Наркомата судостроит. пром-сти СССР.
С 1940 дир. Ин-та по проектированию тракторных, автомоб. и др. з-дов массово-поточного произ-ва Наркомата ср. пром-сти СССР.
В 1951–57 нач. кузнечного цеха Моск. з-да малолитражных автомобилей.
С 1957 – на руководящей работе в Мин-ве автомоб. пром-сти СССР.
Соч.: Что я видел в Америке, что я сделал в СССР. М., 1934.
В РГАЭ есть его фонд (ф.152 д 53) В котором находятся:
Статьи и очерки (1933 - 1966): "Заметки директора", "О зарплате, нормах и экономии металла", "Паровоз "ИС", "Паровоз "ФД", "Об итогах работы Ворошиловградского паровозостроительного завода", "Резка заготовок" и др.
Воспоминания о Г. К Орджоникидзе, об инженере Сталинградского тракторного завода С. О. Макаровском, о писателе Я. Н. Ильине (1936 - 1937, 1962).
Доклад на конференции АН СССР по изучению производительных сил Молотовской области "Перспективы развития машиностроения в Молотовской области" (1945).
Записные книжки и тетради с рабочими записями (1928 - 1930, 1963).
Документы о работе на машиностроительных заводах (1933 - 1936), в Институте по проектированию тракторных, автомобильных и других заводов массово-поточного производства (1945 - 1951).
Биографические документы (1927 - 1966).
Путеводитель. Фонды личного происхождения. Российский государственный архив экономики. 3. 2001
История "Планеты Бурь" http://shubinpavel.ru/
- Последние действия над темой
- Mishka [06.01.2016 01:20]: Перенос в новую тему Возможные поправки к "Даёшь трактор!"
- Mishka [06.01.2016 01:20]: Перенос сообщений в Возможные поправки к "Даёшь трактор!"
- Все действия над темой
Copyright © Balancer 1997..2018
Создано 02.11.2015
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 02.11.2015
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}