-
![[image]](https://www.balancer.ru/cache/sites/ru/ur/uralov-foto/wp-content/gallery/chmk/128x128-crop/IMG_6072_0_1.jpg)
Просто фото на тему индустриала :)
Теги:
 Alex 129
Alex 129

A.1.>> "блоггеры тупые хомячки осмотрели производство трансклюкаторов"(тм)
Воронежский шинный завод:
.

Воронежский шинный завод:
.
Воронеж под колесами любви
«Резинка – лучший друг девушки», - так сказала моя дачная подруга, когда мне было 14 лет. Конечно, она в тот момент имела в виду резинку для волос, но мы все … // egor-lavrentiev.livejournal.com
Прикреплённые файлы:



 инфо
инфо инструменты
инструменты
Подборка фото из кузнечных цехов разных машиностроительных заводов:

Рабочий класс: кузнечное дело.
Кроме сталелитейных цехов , довелось мне посетить и кузнечные. Стоял декабрь-месяц, солнечная и морозная погода.. Рядом с кузнечными цехами обычно слышно, как за… // senjor-vlad.livejournal.com
Прикреплённые файлы:

Производство алюминиевой фольги:

Из серии «Как это делается» | Фольга — дело тонкое
Продолжаю рассказ про алюминий и то, что из него делают. Алюминиевыми ложками и вилками мы давно не едим, но есть материал, который до сих пор в ходу и он постоянно … // drugoi.livejournal.com
Прикреплённые файлы:


Фольксваген, 1953 год
.jpg)
.jpg)
.jpg)
vintage everyday: In a Volkswagen Factory, 1953
denoting something of high quality, something from the past or characteristic of the best period // www.vintag.es
Клапауций> Фольксваген, 1953 год
Ух молодцы фашисты") - такая габаритная и сложная штамповка одной деталью.
- такая габаритная и сложная штамповка одной деталью.
Ух молодцы фашисты
- такая габаритная и сложная штамповка одной деталью.


 dorosh
dorosh

marata>>> Да, кстати. А как у нас с возможностью потреб** лом.
Один из потребителей лома литейное производство - относится к металлургии машиностроения. Пример современного процесса литья металла - по пенопластовым моделям.
В литейном деле наиболее точные отливки можно получать по разовым моделям. Если при литье в песчаные формы применяют одноразовые формы, то теперь льют по одноразовым моделям из пенопласта. Они похожи на упаковку от телевизора, или разовую пищевую тарелку, которых массово штампуют на автоматах, а плитами пенополистирола утепляют наружные стены домов.
По такой же технологии (как для упаковки) для серии отливок модели производят задуванием гранул пенополистирола в алюминиевые пресс-формы (многоместные для мелких моделей) с последующим вспениванием гранул нагревом пресс-форм около 3 минут. Для разовых и крупных отливок (весом до нескольких тонн) модели вырезают из плит пенопласта нагретой нихромовой проволокой по шаблонам или на макетно-фрезерных станках (3D-фрезерах). Модель и полученная по ней отливка, имеют высокую точность и конкурентный товарный вид.
Свободно можно видеть объемный прообраз отливки в модели, померять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок не сделать. Модель из пенопласта легче отливки из чугуна в 280 раз, возьмешь в руки модель – как будто держишь пустоту, которая затем превращается в металл. Обычно литейщики к такому не привыкли, стереотипы заложенные еще в институте, не дают увидеть новых возможностей литья. Пенопластовые модели покрывают краской с огнеупорным порошком, склеивают с литником, засыпают сухим песком в ящике (контейнере) и заливают металлом. При заливке металл испаряет модель и собой ее замещает. Чтобы модель не дымила в цех при заливке, из контейнера отсасывают насосом газы – разрежение поддерживают примерно пол-атмосферы (бытовой пылесос дает до 0,3 атм). Нет вони горелых связующих, нет заливов по разъему форм (нет разъема) и смещения стержней и форм при сборке, т. к. отсутствуют сами стержни со всеми проблемами их производства и выбивки.
Производственные участки: модельный, формовочный, плавильный, очистной оснащаются простым оборудованием. Вся формовка состоит из засыпки моделей сухим песком на вибростоле (без массивных высокоточных машин прессования, встряхивания, сборки форм, пневмотрамбовок, бегунов). Акцент внимания перенесен на производство моделей (этих «легчайших белых игрушек» с плотностью 25-27 кг/куб.м), которое обычно «доверяют» женским рукам, располагая участки на втором и выше этажах зданий. Труд, подобный упаковочному, вытесняет образ литейки, как маленькой шахты.
Оборотное охлаждение песка после высыпания из форм ведут в проходных охладителях - в пневмопотоке или барабанных, как правило, монтируя их с бункерами вне цеха (песок не боится мороза). Для черных и цветных сплавов используют одинаковое отечественное оборудование (в отличие от традиционной формовки со связующим, когда качественное оборудование бычно импортируют). Так получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех марок. В ящике на «елке или кусте» сразу льют десятки отливок, как в ювелирном производстве.
Цеха и участки с этой гибкой технологией стремительно множатся по всему миру - от Америки до Китая, в авто- и приборостроении, Ford Motors, Fiat, General Motors и т. д., несколько сотен патентов на изобретения – а поток их растет. Сегодня в мире по ней производят отливок ~1,5 млн. т/год, прогнозы на ближайшее будущее дают этой технологии 10-20% мирового литья. Институт ФТИМС, г. Киев (отдел ФХПФ под рук. проф. Шинского О. И.), более тридцати лет совершенствуя в этом деле «фирменную» специализацию, спроектировал оборудование и запустил ряд цехов участков в Украине, России, Польше и Вьетнаме. По данным на сайте AFS способом ЛГМ (Full Mold Casting and Lost Foam Casting) в 2007 г. в КНР выпущено 0,648 млн. т отливок (86,5% - чугун, 13,0% сталь и 0,5% цветные металлы). Если общий тоннаж литья в КНР за 2007-2010 гг. вырос с 31,3 до 39,6 млн. т, то с учетом таких темпов очевидно, что в настоящее время выпуск отливок способом ЛГМ в КНР уже превысил 1 млн. т.
Низкие затраты на модельно-формовочные материалы (на 1 т годного литья расходуют четыре вида: кварцевый песок - 50 кг, противопригарные покрытия - 25 кг, пенополистирол - 6 кг и пленка полиэтиленовая - 10 кв.м., нет в песке связующего) экономят не менее 100 дол./т литья, а размещение отливок по всему объему контейнера дает выход годного 70-80%, экономию по шихте металла на 250-300 кг, электроэнергии 100-150 кВт.ч., массы отливок на 10-20% по сравнению с традиционной опочной формовкой. Крупную экономию дает литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на их механообработку. Нет ограничений на конфигурацию отливок.
Опыт запуска участков до 50-150 т/месяц показал срок окупаемости до 2-х лет, набор оборудования для цехов 10-80 т/месяц отличается мало. Если создавать или реконструировать литейку, то литье по газмоделям – тот бизнес, где металл своим оборудованием и рабочей силой переводится в конкурентный товар. Страны, где металлургия дает металл из собственных руд, путем углубленной его переработки обретают шанс опередить конкурентов. Этот способ литья показывает, что использование науки в высоких технологиях дает не обязательно сложные малодоступные производства. Литье по газмоделям даст реальную выгоду для производства большинства номенклатуры отливок. Экономисты пишут, килограмм металла (см. цены рядовой продукции черной металлургии), стоит в среднем $ 0,5. Килограмм изделий из металла в автомобиле или танке стоит уже $50...100, а в самолете - $1500...2000.
В Киеве льют черные и цветные металлы развесом 0,1-2500 кг. Опытный цех института производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц и выполняет заказы на серийные и разовые детали. Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает для них технологию и оснастку и поставляет полный комплект литейного оборудования с его пуско-наладкой и внедрением технологии. Изготовление пресс-форм для моделей часто выполняют точным литьем. Сост. Дорошенко В., dorosh inbox.ru, т.38-066-1457832, 38 (063) 8015839
inbox.ru, т.38-066-1457832, 38 (063) 8015839
(Статьи др. авторов: Рыбаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45).
 ,
, так производят модели из пенопласта, см. фото примеров ниже.
так производят модели из пенопласта, см. фото примеров ниже.
 2
2 7
7
8 9
9
10
11 14
14 15
15 16
16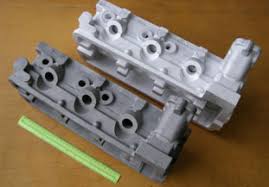 17
17 18
18 19
19 20
20 22
22 23
23 24
24 25
25 27
27 29
29 30
30 31
31 32
32 33
33 34
34 35[img=http://fsapr2000.ru/uploads/monthly_07_2009/post-9522-1248112476_thumb.jpg] 37[img=http://forums.kg/uploads/monthly_12_2010/post-2597-1291328712.jpg] 38[img=http://lh3.ggpht.com/_yfCY6zPEEks/SjEUd4Rm5LI/AAAAAAAAA30/OflxZWH2oIc/DSC00548.jpg] 39[img=https://lh3.googleusercontent.com/_yfCY6zPEEks/TReT4YqCCFI/AAAAAAAABII/Pdr3-IHA1m0/%D0%9A%D0%BE%D1%80%D0%BE%D0%B1%D0%BE%D1%87%D0%BA%D0%B8%204.JPG] 40[img=http://lh5.ggpht.com/_yfCY6zPEEks/TReToChBjHI/AAAAAAAABIA/hyfv_wJzDBw/%D0%BA%D1%80%D0%B5%D1%81%D1%822.JPG] 41[img=http://lh5.ggpht.com/_yfCY6zPEEks/TTW_x2HkzTI/AAAAAAAABLo/mp0GBWRrvlc/%D0%9E%D1%80%D0%BD%D0%B0%D0%BC%D0%B5%D0%BD%D1%82%20%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D1%8C.jpg] 42
35[img=http://fsapr2000.ru/uploads/monthly_07_2009/post-9522-1248112476_thumb.jpg] 37[img=http://forums.kg/uploads/monthly_12_2010/post-2597-1291328712.jpg] 38[img=http://lh3.ggpht.com/_yfCY6zPEEks/SjEUd4Rm5LI/AAAAAAAAA30/OflxZWH2oIc/DSC00548.jpg] 39[img=https://lh3.googleusercontent.com/_yfCY6zPEEks/TReT4YqCCFI/AAAAAAAABII/Pdr3-IHA1m0/%D0%9A%D0%BE%D1%80%D0%BE%D0%B1%D0%BE%D1%87%D0%BA%D0%B8%204.JPG] 40[img=http://lh5.ggpht.com/_yfCY6zPEEks/TReToChBjHI/AAAAAAAABIA/hyfv_wJzDBw/%D0%BA%D1%80%D0%B5%D1%81%D1%822.JPG] 41[img=http://lh5.ggpht.com/_yfCY6zPEEks/TTW_x2HkzTI/AAAAAAAABLo/mp0GBWRrvlc/%D0%9E%D1%80%D0%BD%D0%B0%D0%BC%D0%B5%D0%BD%D1%82%20%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D1%8C.jpg] 42 43[img=http://forum.i-mash.ru/uploads/forum/images/2010-09/1283332466.jpg] 5[img=http://forum.i-mash.ru/uploads/forum/images/2010-09/1283332377.jpg] 46
43[img=http://forum.i-mash.ru/uploads/forum/images/2010-09/1283332466.jpg] 5[img=http://forum.i-mash.ru/uploads/forum/images/2010-09/1283332377.jpg] 46 47
47 , 9
, 9 , 50
, 50 , 51
, 51 , 52
, 52 , 53
, 53 , 54
, 54
Один из потребителей лома литейное производство - относится к металлургии машиностроения. Пример современного процесса литья металла - по пенопластовым моделям.
В литейном деле наиболее точные отливки можно получать по разовым моделям. Если при литье в песчаные формы применяют одноразовые формы, то теперь льют по одноразовым моделям из пенопласта. Они похожи на упаковку от телевизора, или разовую пищевую тарелку, которых массово штампуют на автоматах, а плитами пенополистирола утепляют наружные стены домов.
По такой же технологии (как для упаковки) для серии отливок модели производят задуванием гранул пенополистирола в алюминиевые пресс-формы (многоместные для мелких моделей) с последующим вспениванием гранул нагревом пресс-форм около 3 минут. Для разовых и крупных отливок (весом до нескольких тонн) модели вырезают из плит пенопласта нагретой нихромовой проволокой по шаблонам или на макетно-фрезерных станках (3D-фрезерах). Модель и полученная по ней отливка, имеют высокую точность и конкурентный товарный вид.
Свободно можно видеть объемный прообраз отливки в модели, померять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок не сделать. Модель из пенопласта легче отливки из чугуна в 280 раз, возьмешь в руки модель – как будто держишь пустоту, которая затем превращается в металл. Обычно литейщики к такому не привыкли, стереотипы заложенные еще в институте, не дают увидеть новых возможностей литья. Пенопластовые модели покрывают краской с огнеупорным порошком, склеивают с литником, засыпают сухим песком в ящике (контейнере) и заливают металлом. При заливке металл испаряет модель и собой ее замещает. Чтобы модель не дымила в цех при заливке, из контейнера отсасывают насосом газы – разрежение поддерживают примерно пол-атмосферы (бытовой пылесос дает до 0,3 атм). Нет вони горелых связующих, нет заливов по разъему форм (нет разъема) и смещения стержней и форм при сборке, т. к. отсутствуют сами стержни со всеми проблемами их производства и выбивки.
Производственные участки: модельный, формовочный, плавильный, очистной оснащаются простым оборудованием. Вся формовка состоит из засыпки моделей сухим песком на вибростоле (без массивных высокоточных машин прессования, встряхивания, сборки форм, пневмотрамбовок, бегунов). Акцент внимания перенесен на производство моделей (этих «легчайших белых игрушек» с плотностью 25-27 кг/куб.м), которое обычно «доверяют» женским рукам, располагая участки на втором и выше этажах зданий. Труд, подобный упаковочному, вытесняет образ литейки, как маленькой шахты.
Оборотное охлаждение песка после высыпания из форм ведут в проходных охладителях - в пневмопотоке или барабанных, как правило, монтируя их с бункерами вне цеха (песок не боится мороза). Для черных и цветных сплавов используют одинаковое отечественное оборудование (в отличие от традиционной формовки со связующим, когда качественное оборудование бычно импортируют). Так получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех марок. В ящике на «елке или кусте» сразу льют десятки отливок, как в ювелирном производстве.
Цеха и участки с этой гибкой технологией стремительно множатся по всему миру - от Америки до Китая, в авто- и приборостроении, Ford Motors, Fiat, General Motors и т. д., несколько сотен патентов на изобретения – а поток их растет. Сегодня в мире по ней производят отливок ~1,5 млн. т/год, прогнозы на ближайшее будущее дают этой технологии 10-20% мирового литья. Институт ФТИМС, г. Киев (отдел ФХПФ под рук. проф. Шинского О. И.), более тридцати лет совершенствуя в этом деле «фирменную» специализацию, спроектировал оборудование и запустил ряд цехов участков в Украине, России, Польше и Вьетнаме. По данным на сайте AFS способом ЛГМ (Full Mold Casting and Lost Foam Casting) в 2007 г. в КНР выпущено 0,648 млн. т отливок (86,5% - чугун, 13,0% сталь и 0,5% цветные металлы). Если общий тоннаж литья в КНР за 2007-2010 гг. вырос с 31,3 до 39,6 млн. т, то с учетом таких темпов очевидно, что в настоящее время выпуск отливок способом ЛГМ в КНР уже превысил 1 млн. т.
Низкие затраты на модельно-формовочные материалы (на 1 т годного литья расходуют четыре вида: кварцевый песок - 50 кг, противопригарные покрытия - 25 кг, пенополистирол - 6 кг и пленка полиэтиленовая - 10 кв.м., нет в песке связующего) экономят не менее 100 дол./т литья, а размещение отливок по всему объему контейнера дает выход годного 70-80%, экономию по шихте металла на 250-300 кг, электроэнергии 100-150 кВт.ч., массы отливок на 10-20% по сравнению с традиционной опочной формовкой. Крупную экономию дает литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на их механообработку. Нет ограничений на конфигурацию отливок.
Опыт запуска участков до 50-150 т/месяц показал срок окупаемости до 2-х лет, набор оборудования для цехов 10-80 т/месяц отличается мало. Если создавать или реконструировать литейку, то литье по газмоделям – тот бизнес, где металл своим оборудованием и рабочей силой переводится в конкурентный товар. Страны, где металлургия дает металл из собственных руд, путем углубленной его переработки обретают шанс опередить конкурентов. Этот способ литья показывает, что использование науки в высоких технологиях дает не обязательно сложные малодоступные производства. Литье по газмоделям даст реальную выгоду для производства большинства номенклатуры отливок. Экономисты пишут, килограмм металла (см. цены рядовой продукции черной металлургии), стоит в среднем $ 0,5. Килограмм изделий из металла в автомобиле или танке стоит уже $50...100, а в самолете - $1500...2000.
В Киеве льют черные и цветные металлы развесом 0,1-2500 кг. Опытный цех института производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц и выполняет заказы на серийные и разовые детали. Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает для них технологию и оснастку и поставляет полный комплект литейного оборудования с его пуско-наладкой и внедрением технологии. Изготовление пресс-форм для моделей часто выполняют точным литьем. Сост. Дорошенко В., dorosh
(Статьи др. авторов: Рыбаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45).
, так производят модели из пенопласта, см. фото примеров ниже.


8

10

11
















Прикреплённые файлы:
Экология и отливки_ЛГМ.pdf (скачать)
[322 кБ]

marata>>>> Да, кстати. А как у нас с возможностью потреб** лом.
О литье - фото моделей и отливок. ЛГМ-процесс.
Первое фото - модельный цех.
 , 56
, 56 , 57
, 57 , 58
, 58 59
59 , 60
, 60 , 61
, 61 62
62 63
63 64
64 65
65 67
67 68
68 69
69 70
70 73
73 72[img=http://energoportal.ru/userpics/articles/16258_ufile_2.JPG] 73[img=http://board.salle.com.ua/i/1009/1009/478670_2012031251.jpg] 74[img=http://board.salle.com.ua/i/1009/1009/478670_2012031214.jpg] 75[img=http://board.salle.com.ua/i/1009/1009/478670_2012031256.jpg] 76[img=http://board.salle.com.ua/images/1009/286401_2010122355.jpg]
72[img=http://energoportal.ru/userpics/articles/16258_ufile_2.JPG] 73[img=http://board.salle.com.ua/i/1009/1009/478670_2012031251.jpg] 74[img=http://board.salle.com.ua/i/1009/1009/478670_2012031214.jpg] 75[img=http://board.salle.com.ua/i/1009/1009/478670_2012031256.jpg] 76[img=http://board.salle.com.ua/images/1009/286401_2010122355.jpg]
5[img=http://lh5.ggpht.com/-YLpiPDnHxi4/RiFcOXjaH-I/AAAAAAAAAA8/PA9v9S99nkI/%2525D1%252580%2525D0%2525B8%2525D1%252581%2525207.jpg] 6[img=http://lh6.ggpht.com/-Vl37WMkdeVc/TReU2ZL5vBI/AAAAAAAABJU/vUNUQoXmwLY/P9111174.JPG] 77[img=http://lh3.ggpht.com/-W19HhXcfTg8/TReU2Dv7ILI/AAAAAAAABJE/YlRkvty4vyo/P9111173.JPG] 78[img=http://lh5.ggpht.com/-dAjkGNyMbx4/SAjvcRrDdLI/AAAAAAAAAYI/vZg8jFSUk3o/%2525D0%2525A2%2525D0%2525B8%2525D0%2525B3%2525D0%2525B5%2525D0%2525BB%2525D1%25258C%2525D0%2525BA%2525D0%2525B8.JPG]
О литье - фото моделей и отливок. ЛГМ-процесс.
Первое фото - модельный цех.
















5[img=http://lh5.ggpht.com/-YLpiPDnHxi4/RiFcOXjaH-I/AAAAAAAAAA8/PA9v9S99nkI/%2525D1%252580%2525D0%2525B8%2525D1%252581%2525207.jpg] 6[img=http://lh6.ggpht.com/-Vl37WMkdeVc/TReU2ZL5vBI/AAAAAAAABJU/vUNUQoXmwLY/P9111174.JPG] 77[img=http://lh3.ggpht.com/-W19HhXcfTg8/TReU2Dv7ILI/AAAAAAAABJE/YlRkvty4vyo/P9111173.JPG] 78[img=http://lh5.ggpht.com/-dAjkGNyMbx4/SAjvcRrDdLI/AAAAAAAAAYI/vZg8jFSUk3o/%2525D0%2525A2%2525D0%2525B8%2525D0%2525B3%2525D0%2525B5%2525D0%2525BB%2525D1%25258C%2525D0%2525BA%2525D0%2525B8.JPG]
Прикреплённые файлы:
Экология и отливки_ЛГМ.pdf (скачать)
[322 кБ]

A.1.> Ворота в ад
Предместья ада. Альберта, добыча битуминозных песков
Предместья ада. Альберта, добыча битуминозных песков







а как вообще соотносятся выходы битумных песков и та же река на фото?
как вообще в природе с совместимостью с подобными вещами
микроорганизмы понятно - найдутся те, кто будет жрать за милую душу
как вообще в природе с совместимостью с подобными вещами
микроорганизмы понятно - найдутся те, кто будет жрать за милую душу
EvgenyVB> а как вообще соотносятся выходы битумных песков и та же река на фото?
Так все легкое давно испарилось, а битум с песком нейтрален. Даже битумное озеро не организовать.
EvgenyVB> как вообще в природе с совместимостью с подобными вещами
Полный нейтралитет, более легкая нефть много где сочится без последствий для природы.
Так все легкое давно испарилось, а битум с песком нейтрален. Даже битумное озеро не организовать.
EvgenyVB> как вообще в природе с совместимостью с подобными вещами
Полный нейтралитет, более легкая нефть много где сочится без последствий для природы.

ahs>Даже битумное озеро не организовать.
а разброс консистенций битумных песков какой?
фото речного берега не сильно поясняет это
ahs> Полный нейтралитет, более легкая нефть много где сочится без последствий для природы.
ну выходы нефти все же достаточно малы, насколько я помню.
в отличе от тех же песков как на вашем фото речного берега
а разброс консистенций битумных песков какой?
фото речного берега не сильно поясняет это
ahs> Полный нейтралитет, более легкая нефть много где сочится без последствий для природы.
ну выходы нефти все же достаточно малы, насколько я помню.
в отличе от тех же песков как на вашем фото речного берега

EvgenyVB> ну выходы нефти все же достаточно малы, насколько я помню.
EvgenyVB> в отличе от тех же песков как на вашем фото речного берега
Скаски про: "ужоссно вредную для природы нефть"-всего лишь скасски от Иколухов.
EvgenyVB> в отличе от тех же песков как на вашем фото речного берега
Скаски про: "ужоссно вредную для природы нефть"-всего лишь скасски от Иколухов.

EvgenyVB> а разброс консистенций битумных песков какой?
мопед не мой понятия не имею, я просто запостил фотки  Я думаю, что самый разный, от отдельных песчинок в светлой нефти до природного
Я думаю, что самый разный, от отдельных песчинок в светлой нефти до природного асфальта асфальтобетона соответствующей прочности.
EvgenyVB> ну выходы нефти все же достаточно малы, насколько я помню.

EvgenyVB> в отличе от тех же песков как на вашем фото речного берега
Так по поверхности банальный битум, прочно сцепленный с песком, он в других местах целые озера с многосотнетысячелетней историей образует, а вокруг зеленая травка.
Я думаю, что самый разный, от отдельных песчинок в светлой нефти до природного EvgenyVB> ну выходы нефти все же достаточно малы, насколько я помню.
Естественные нефте- и газопроявления на поверхности Земли [1979 Сухарев Г.М., Тарануха Ю.К. - Полезные ископаемые Кавказа]
Первые упоминания о нефти на Кавказе относятся к весьма отдаленным временам. Человеку давно были известны места, где нефть просачивалась из горных пород или небольших трещин в земле. Обычно легкие фракции нефти при выходе ее на поверхность улетучиваются, а на этом месте остаются лишь кировые натеки или скопления кира. Иногда на дневную поверхность выходят породы (песчаники, известняки и др.), насыщенные тяжелой выветрившейся нефтью. Обычно они издают, особенно в свежем изломе, резкий запах нефти, в некоторых случаях запах может отсутствовать. // Дальше — geoman.ruПо дну оврага течет ручей минерализованной воды и нефти, в который с боковых балок, причленяющихся к основному оврагу, также стекают ручейки нефти и воды. Местами нефтяной ручей образует небольшие "нефтепады". В овраге образовались кировые натеки, а местами и скопления кира.
В пределах Старогрозненского месторождения в балках Мамакаевская и Грозненская из верхних караганских песчаников просачивалась нефть с минерализованной водой. Ручейки нефти и минерализованной воды, сливаясь, образовали в свое время "нефтяную реку", которая получила название Нефтянка. В Чечено-Ингушетии вокруг Серноводских и Брагунских термальных минеральных источников имеются скопления твердых битумов - асфальтов. Эти битумы представляют собой остатки больших скоплений нефти, которая ранее изливалась здесь из недр вместе с минеральной водой.
EvgenyVB> в отличе от тех же песков как на вашем фото речного берега
Так по поверхности банальный битум, прочно сцепленный с песком, он в других местах целые озера с многосотнетысячелетней историей образует, а вокруг зеленая травка.

Ну там не такие и потоки. Я помню это место. Овраги, залитые засохшей нефтью. И масляные разводы на текущих ручьях.
Вот оно, кстати:

Вот оно, кстати:
Первый грозненский нефтяной фонтан. Памятник.
Действительно спонтанной стала сегодняшняя поездка на поиски старого памятника, но в голове она сидела очень давно. И если бы не stanislaw10 - "почетный турист… // elinium.livejournal.com
Ежели один человек чего сделал, другой это завсегда сломать может...
Вал кованый из стали 60ХН диаметром 900 мм пополам:")
Вал кованый из стали 60ХН диаметром 900 мм пополам:
Прикреплённые файлы:


GOGI> А как?
Ударные нагрузки в сочетании с разгарными трещинами:
Ударные нагрузки в сочетании с разгарными трещинами:
Прикреплённые файлы:


Да уж, пока не увидишь сломанным, не задумываешься, какие там нагрузки.
Это он так успел потрескаться в межремонтный интервал, или дефектоскопия в очередной ремонт пропустила трещины?
Это он так успел потрескаться в межремонтный интервал, или дефектоскопия в очередной ремонт пропустила трещины?
GOGI> Это он так успел потрескаться в межремонтный интервал, или дефектоскопия в очередной ремонт пропустила трещины?
Ну самые глубокие кольцевые трещины при ремонте стараются вырезать и заплавлять, но тут палка о двух концах - можно конечно наультразвучить все трещины какие есть, но только если все их выбирать, то де факто весь вал будет исполосован канавками - и тут не определишь однозначно что в итоге хреновее скажется на прочности - маленькая поверхностная трещинка или если ее распахать под наплавку .
А так в принципе это сменный инструмент, и пары хватает где то на 3 месяца работы при 6-8 ремонтах.
Ну самые глубокие кольцевые трещины при ремонте стараются вырезать и заплавлять, но тут палка о двух концах - можно конечно наультразвучить все трещины какие есть, но только если все их выбирать, то де факто весь вал будет исполосован канавками - и тут не определишь однозначно что в итоге хреновее скажется на прочности - маленькая поверхностная трещинка или если ее распахать под наплавку
.А так в принципе это сменный инструмент, и пары хватает где то на 3 месяца работы при 6-8 ремонтах.
A.1.> А так в принципе это сменный инструмент, и пары хватает где то на 3 месяца работы при 6-8 ремонтах.
От ничего себе, не думал, что такая штука может быть "расходником". Внушает!
От ничего себе, не думал, что такая штука может быть "расходником". Внушает!
 Mishka
Mishka

A.1.> А так в принципе это сменный инструмент, и пары хватает где то на 3 месяца работы при 6-8 ремонтах.
Да уж... Интересно, если сплошной дизайн заменить каким-нибудь хитрым, а внутри ещё воду пропускать, то дольше работать станет? Не, понятно, что ударные нагрузки будет те же, но вот может трещин будет меньше?
Да уж... Интересно, если сплошной дизайн заменить каким-нибудь хитрым, а внутри ещё воду пропускать, то дольше работать станет? Не, понятно, что ударные нагрузки будет те же, но вот может трещин будет меньше?
Copyright © Balancer 1997..2024
Создано 29.10.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 29.10.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

.jpg.htm){kind=link}
.jpg.htm){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}